Chrysler Corp. hasn’t built a rear wheel drive,
V8-powered car (with the exception of the Viper) since the turn
of the decade. And the cars that harbored V8s beneath their hoods
during the late 1980s were about as appealing to performance enthusiasts
as the front-wheel driven vehicles that replaced them.
In spite of that fact, there’s a surprisingly
strong demand for high performance Chrysler small block engines.
Certainly, much of that demand is fueled by truck owners as the
318- and 360 cid variants of Chrysler’s “LA” small block
have been offered in both Ram and Dakota models for several years.
The “LA” family of small blocks emerged
in 1964 when a 273 cid model was introduced. In 1967, Chrysler
stepped up the small block’s performance potential with a 318
cid model. And this particular engine over the years has generated
much confusion.
Chrysler’s original 318 engine, which was produced
between 1957 and 1966, bore the “A” series family designation
and was a larger displacement version of the 277 and 301 engines
introduced in 1956. Very few parts are interchangeable between
the old “A” engines and the newer “LA” powerplants.
Few performance parts are available for the old “A”
series engines, primarily because nobody cares.
Like its ancestor, the “LA” engine
didn’t have much of a performance orientation until 1968 when
displacement reached 340 cubic inches. In 1971, a 360 cid version
was introduced, but initially it was simply a torque generator
for Chrysler’s larger vehicles.
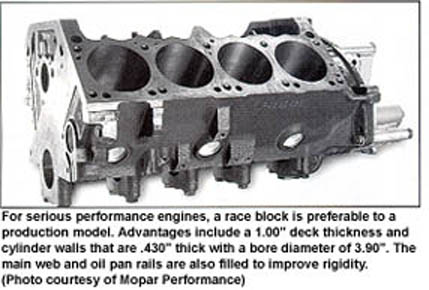
Blocks
Chrysler “LA” blocks are easy to
distinguish from one another because displacement is clearly noted
on most castings. Although all blocks are virtually identical
in physical appearance, 340 and 360 cid versions accept a different
left-side motor mount than their 273 and 318 cid counterparts.
All production “LA” blocks have two-bolt main bearing
caps, and although kits are available to convert these blocks
to a four-bolt main configuration, they should be avoided. The
production blocks don’t really have enough material in the web
areas to comfortably handle the added bolts.
If four-bolt mains are required, so is additional
block strength. The only way to get both is with a Mopar Performance
“X” race block (p/n P4120637). It’s also possible to
add four-bolt mains to an old Trans/Am block or a p/n P3870873
race block.
All 273-360 production blocks were cast using
a thinwall process and, as such, a .030″ overbore should
be considered a maximum. Some older blocks (cast before 1976)
may tolerate up to a .060″ overbore, however, whenever you
plan to machine the cylinders of an “LA” engine more
than .030″ over size, it’s advisable to sonic check the cylinders
to ensure that core shift isn’t excessive. You may find, especially
with later blocks, that .020″ is the maximum safe over bore.
With a small block Chrysler, standard high
performance block preparation is no different than with any other
engine. Typically, machining includes removal of casting flash
from the lifter valley area, enlarging of the oil return holes
in the valley, cleaning all critical threaded holes with a tap,
machining of the deck surfaces to assure they’re square and flat,
and chamfering the head bolt holes after decking the block.
As a general rule, high performance small blocks
should be machined to yield a zero deck clearance between the
piston top (the flat portion, not the dome) and the block when
the former is at TDC. A “zero deck” improves power output
and also makes the engine less likely to detonate. However, many
“LA” cylinder heads have completely round combustion
chambers, so the only way to achieve a “zero deck” is
to have the pistons actually stick out of the block .018″
to .020″ at TDC.
Regardless of the desired deck clearance, take
the time required to assure proper machining of the deck surfaces.
Small block Chrysler engines have only two rows of head bolts
so the block and head mating surfaces must be absolutely flat
if the head gasket is to enjoy a long and successful life. Suggested
torque for head bolts on high performance Mopar small blocks is
100 lbs./ft., so thread integrity and head bolt quality are critical.
Without question, honing the cylinders with
torque plates in position is an essential part of machining any
high performance engine. Garry Grimes of Grimes Automotive Machine,
Alpharetta, GA, notes that cylinder walls can move as much as
.004″ when the head bolts are tightened so use of
torque plates during honing is absolutely essential if optimal
ring seal is to be achieved. Grimes typically hones at least .004″
to .005″ after boring to assure optimum cylinder wall finish.
Align honing is another operation that’s standard procedure when
machining a block for high performance usage.
Crankshafts
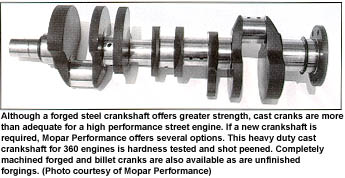
All “LA” engines produced prior to
1973 were equipped with forged steel crankshafts. Since 273, 318
and 340 small blocks all have the same stroke and main journal
diameter, crankshafts are interchangeable between these engines.
Production 360 engines, however, were never blessed with a forged
crank and since they have 2.81″ diameter journals, rather
than the 2.50″ journals found in smaller displacement “LA”
blocks, retrofitting isn’t an option.
When interchanging crankshafts, keep in mind
that the balance factor will vary considerably depending on the
connecting rods and pistons used in the original configuration.
The addition or removal of an excessive amount of material may
be required when using a crank in an engine with a bore size different
from the one to which the crank was originally mated. Therefore,
the most efficient approach is to use a crankshaft that was originally
installed in an engine of the same displacement as the one being
rebuilt.
When preparing a crankshaft for use in a high
performance engine, it’s best to “buy a little insurance”
by taking the extra time required to radius the oil holes, polish
the journals and add a generous fillet radius where the journals
meet the flank. Obviously, it will be necessary to chamfer the
bearings so they’re compatible with the new radii.
The crankshaft numbers of interest are: 2843868,
1968-’72, 340; 2843883, 318 truck; and 3751162, 340 cast iron.
Although a forged crankshaft is obviously stronger than one manufactured
of cast iron, crankshaft strength is rarely a problem in a high
performance street engine. However, when selecting components,
be aware that cast iron 340 crankshafts are externally balanced,
while “LA” forged cranks are internally balanced.
Consequently, the vibration damper and flywheel
or torque converter designed for a cast crank must not be installed
on a forged crank, and vice versa. The vibration dampers installed
on 360 crankshafts are unique and are not suitable for other assemblies.
Another caveat regarding “LA” vibration
dampers is that 1972 and later dampers (p/n 3614369) have a symmetrical
pulley bolt pattern while the 1971 and earlier dampers (p/n 2951673)
have a non-symmetrical pattern. The 340 cast crank requires Chrysler
damper p/n 3751169; 360 engines require either a 3512972 or 3751808
damper. Another option is to install a viscous vibration damper.
Fluidampr p/n 71420 fits all internally balanced 318, 340 and
360 engines.
Bearings
Don’t scrimp on either the rod or main bearings.
Install top quality parts. Main bearings with a grooved upper
half and full width lower half are recommended by most high performance
Mopar specialists. When trial fitting the upper halves, make sure
that the oil hole in the bearing is aligned with and is as large
as the oil supply hole in the bearing saddle.
If it’s necessary to drill a larger hole in
the bearing, be sure to deburr it. Bearing clearances are typically
.002″ to .0025″; tighter clearances – .0015″ to
.0018″ are certainly permissible, however, when the accelerator
pedal is beneath the foot of an uneducated driver, tight clearances
can prove detrimental to the life of the bearings; engine oil
must be thoroughly warmed (above 200° F) before escapades
are made into the land of full-throttle operation.
Oiling system
In years past, high pressure and high volume
oil pumps have been standard issue for high performance engines.
But metallurgy and lubricating technology have come a long way,
eliminating the need for extremely wide bearing clearances. Tighter
clearances eliminate the need to flood an engine with oil to compensate
for internal leakage.
If a small block Chrysler is assembled properly,
and all recommended clearances maintained, a standard oil pump
will provide more than adequate pressure and volume. In fact,
high volume pumps can be a liability if crankcase capacity isn’t
adequate because they can literally suck the oil pan dry – resulting
in oil starvation – while filling the upper part of the engine
with oil.
The old guideline of 10 psi for every 1,000
rpm is entirely applicable to Chrysler small blocks. Chrysler’s
oil pump blueprinting specifications call for clearance between
the rotor and oil pump body to be less than .014″ and tip
clearance between the inner and outer rotors of less than .010″.
A clearance of .004″ is specified between the pump face and
rotors. Standard pumps properly prepared should provide the required
amount of pressure in engines that won’t operate above 6,000 rpm
for extended periods.
If oil pressure isn’t adequate, a Mopar Performance
high pressure oil relief spring (p/n P3690944) can be substituted.
Additional volume can be obtained by installing a long rotor kit
(p/n P3690944).
If at all possible, install a windage tray.
Chrysler offers p/n 2531945 for 273, 318 and 340 engines and p/n
3577794 for 360 engines. In both cases, a hardware installation
kit (p/n P3690939) is required.
Keep in mind that oil pan selection for a Chrysler
small block engine is dependent upon the chassis into which the
engine will be installed. Vans require a front sump pan, passenger
cars call for the sump to be in the middle, and trucks require
a pan with a rear sump.
Connecting rods
Chrysler small block connecting rods are essentially
all the same. And, Mopar connecting rods do have a good bit of
integrity. All are forged, but the 340 rods (p/n 2899495) are
bigger and stronger than their 273/318 counterparts (p/n 2406785).
Both part numbers have full-floating wrist pins. The 360 four-barrel
rod (p/n 3751015) is also a heavy duty forging, but has a pressed
pin. All small block rods have a 6.123″ center-to-center
length, but 1974 and later 318 and 360 rods are of the pressed
pin design.
Pistons
This is one area in which attention to detail
is critical. The compression distance of replacement small block
Chrysler pistons can vary from 1.740″ to 1.840″. That
being the case, some pistons will yield a deck clearance of .082″
while others will stick out .018″ above the block’s deck
surface. Be sure that the pistons selected are compatible with
the cylinder heads and will provide the desired amount of deck
clearance.
Also note that 4.040″ is the standard
bore diameter for a 340 engine while a 360 has bores that measure
4.000″. Consequently, if a 360 is bored .040″ oversize,
340 pistons would fit the bores, but the compression height would
be wrong because a 340 has a 3.31″ stroke, a 360’s measures
3.58″.
To avoid problems, verify piston compression
distance as early in the building process as possible. It will
also be necessary to determine combustion chamber volume so pistons
can be selected to provide the desired compression ratio. Most
performance pistons are of the flat top persuasion, with either
two valve reliefs, a trough, or a dish.
With the large combustion chambers found in
many late model heads, compression ratio will be well below 9.0:1.
Depending on camshaft duration, most street performance engines
should have a compression ratio between 9.0:1 and 9.5:1. Pistons
should be fit according to the manufacturer’s recommendations.
Most forged pistons require .004″ to .005″ piston-to-cylinder
wall clearances, although some “street type” varieties
are designed for .0015″ to .002″ clearance.
Piston rings
Standard fare is a Speed-Pro® plasma moly
top ring, cast iron second, and low tension oil ring. As far as
cylinder wall finish, simply follow the recommendation of the
ring manufacturer. The love affair many race engine builders had
with exotic stones, mirror finishes and other “tricks”
evaporated years ago.
Ring width selection is determined by the pistons
and a 5/64″, 5/64″, 3/16″ combination is generally
preferred for street engines; 1/16″, 1/16″, 3/16″
is commonly used in oval track, road race and bracket-style drag
race engines. As usual, there’s a trade-off. Wider rings offer
better durability, but they’re heavier, so they don’t seal as
well at high rpms (above 6500).
High performance engines tend to build more
heat than their grunt-and-groan counterparts, so ring end gap
is more critical. Common practice is to use “file-to-fit”
rings (.005″ larger in diameter than the bore) so that end
gap can be precisely set. Minimum end gap dimensions are .016″
for top rings and .012″ for second rings, but end gap is
typically much wider when hypereutectic pistons are used.
The hypereutectic material doesn’t transfer
heat through the piston as rapidly as a standard cast or forged
piston. The advantage is that heat trapped above the piston can
be converted to power; heat transferred through the piston is
lost. The additional heat retained in the ring area requires end
gaps of .022″ to .026″ for the top ring. This information
can be found in the piston installation instructions that rebuilders/technicians
often toss in the trash without reading.
Be sure to use a proper ring expander during
installation and don’t wind the rings onto the pistons. For best
ring seal, make sure that vertical clearance between each ring
and its groove is tight. Ring grooves for 5/64″ rings should
measure .0785″ while grooves for 1/16″ rings should
be .0635″ tall. In both instances, tolerances are +.0005″,
-.0000″.
Camshaft
Every gearhead loves the sound of an engine
that harbors a long duration camshaft. Unfortunately, the sound
of performance doesn’t guarantee that an engine will produce the
desired amount of power. Consequently, the safest bet for an engine
rebuilder is to be conservative with camshaft duration, making
sure it’s compatible with static compression ratio.
High compression and short cam duration lead
to detonation. Low compression and long cam duration zaps cylinder
pressure, which in turn zaps power output. The idea is to select
complimentary components that result in an engine that pops the
gauge to 165-175 psi in a cranking compression test – that’s the
target to assure compatibility with pump gas. (Competition engines
that are fueled by high octane racing gas should register about
220 psi).
Compared to a stock camshaft, a high performance
grind typically increases horsepower by holding the valves open
longer and raising them higher. There’s no mystery there, but
the latest computer-aided designs offer significant power increases
without having to rely on excessively long duration which results
in a rough idle.
Cam lobes designed within the past few years
open and close valves at higher velocities so the valves reach
full lift sooner, stay there longer and close quicker. That translates
into increased air flow potential which leads to more power, all
other things being equal. However, current camshaft designs deliver
this increased power while still maintaining strong low speed
torque, good drivability and acceptable idle quality.
What about mechanical lifters? Unless you’re
building a race engine – avoid them. They require extra maintenance
and also increase maximum potential engine speed. Hydraulic lifters
are hard pressed to deliver much more than 6500 rpm and that safety
valve will serve you well – especially with customers having more
money than sense.
Cylinder heads
Selecting cylinder heads for a high performance
Chrysler small block is relatively easy. The best choice for 340
and 360 high performance engines is a large port casting with
2.02″ intake and 1.60″ exhaust valves. Heads fitting
this description were originally installed on 1968-’71 340 engines
(c/n 2531894).
In 1972, intake valve diameter was decreased
to 1.88″, but port size remained virtually unchanged. Large
port heads with the smaller intake valve (c/n 3671587) are suitable
for 318 engines, while 273 engines are well served with small
port castings having 1.75″ intake and 1.50″ exhaust
valves (c/n 2465315, 2536178, 2658920 or 2843675).
For serious street performance and racing applications,
the W2 head (p/n P3870812 for the standard W2, p/n P4120043 for
the “econo” version) is the obvious choice. These heads
were never installed on a production engine, so the chance of
finding a pair through normal rebuilder channels is pretty slim.
However, they are still available from Mopar Performance and can
frequently be found at Chrysler-oriented swap meets.
Regardless of the castings used, preparation
should include a multi-angle valve job (45°, 60° and
70° cuts below the valve and a 30° top cut) which is
also part of the program. Under no circumstances should you sink
the valves. If the seats are worn excessively, install new ones
(which is often necessary with older castings not originally designed
for use with unleaded fuels) or oversized valves, which improve
performance in two ways.
A larger diameter not only increases air flow
potential, it also moves the valves higher in the chamber, thereby
unshrouding them. As a general rule, best performance is achieved
when the distance from the valve seat to the short turn radius
is at least .100″. Installation of oversized valves makes
it easier to achieve this dimension.
To make the most of each port’s flow potential,
clean up the valve bowl area. The goal here is to smooth and blend
the areas where the machined and as-cast surfaces meet, and minimize
any obvious flow restrictions. Extensive porting and polishing
are not required for street performance engines, though most customers
will expect the port openings to be matched to the gasket size.
Except in extreme cases, the effect on performance is marginal.
However, the effect on a buyer’s perception of power potential
is significant.
Installation of valve springs is part of any
cylinder head reconditioning, but spring usage is dictated by
the camshaft. Most of the milder performance cams require nothing
more than a decent quality stock diameter valve spring – provided
that spring offers a minimum of 100 lbs. of seat pressure at an
installed height of 1.700″. More radical camshafts typically
require stiffer dual valve springs which require spring seat machining
because of their larger OD (1.430″ versus 1.250″). The
heads should also be fitted with premium quality valves.












