My son and I run a small automotive machine
shop doing engine rebuilding and custom machine work in rural
Missouri. We try to do the very best work possible all the time.
Whether we are rebuilding a Ford 8N or a 427 Corvette engine,
we use the same amount of care doing the job. When our customers
pick up their parts, they are confident that the job has been
done correctly.
Who should read this article?
This article was written for the small shop
machinist who may not have every piece of high tech equipment
in the world at his or her disposal. This small shop is trying
to turn out quality work and at the same time make a profit. Also,
if any of the following "warning signs" exist in your
shop you should read this article on honing:
- The engines you bore and hone seem to use
oil after only a few thousand miles. - You feel the piston rings that come in
engine kits cause engines to use oil and have excess blow-by. - You hate honing engines because you always
end up with tapered cylinders. - The last time you tried to hone an engine,
the hone locked up, and the drill twisted your arms and hit you
in places I can’t mention in this article.
Source of information
I have tried to take 35 years of automotive
machine shop experience, plus what I have seen others doing both
right and wrong, and cram it all into these few short pages on
honing. If what we talk about here helps you do a better job honing
engines and making more money, we will have done our job.
My son and I enjoy doing machine shop work,
but we have found that we must make a profit in order to stay
in business. We need to turn out good work in order to keep customers
coming back, and we need to charge a fair price for doing it.
My equipment sales representative who calls on our shop in Cuba,
MO, reminds me of this very important point almost every time
he visits. He often tells me that as an industry we work too cheap.
He says, "You have to charge for what you do."
How to read this honing article
I think most of us in the automotive business
like to page through technical magazines and look at the pictures.
We often read the captions under the pictures and think we have
truly absorbed what the writer was trying to tell us. I have included
a number of pictures to capture your attention so go ahead and
take a look, but come back and read the rest of the story. I think
you will need to read the story at least once, perhaps twice,
to understand thoroughly what we are doing and why.
Why hone?
As machinists we are called upon to bore and
hone engine cylinders as part of our job. It is a fact, engines
do wear out – mostly from what people do or fail to do to them.
If engines did not wear out, we would all be looking for different
work.
Sometimes we fail to mention honing when we
tell a customer that we are going to bore his or her engine to
renew the worn cylinders. Honing is perhaps the most time consuming,
least understood, yet most important part of the entire rebuilding
process. Honing also requires a good deal of skill on the part
of the machinist doing the work.
Sure it would be nice to have a new power hone
to recondition our cylinders, but as I said before, this article
is written for the shop owner that does not have every piece of
equipment he’d love to own.
In our shop we use a Van Norman boring bar
that has been my friend for more than 30 years. I think my 777S
is trying to out live me. I can depend on my boring bar to bore
straight, round and right on size every time. I keep the tool
bits sharp and the cylinders look great when the bar gets finished.
However, I know if I were to look very closely
at the cylinder bores, I would find that the surface finish is
still much too rough for new pistons or rings. We must hone the
cylinders to obtain a surface finish smooth enough for the new
pistons and rings.

Getting set up for honing
When I rebore a cylinder I leave three thousands
(.003") for honing. For example, if I am boring a 4.0"
cylinder +.030", I set the tool bit at 4.027". This
leaves .003" for honing .
It’s a really good idea to have the pistons
you are planning to use in your hands, before you start to bore
the engine. This allows you to measure the pistons and make certain
that you will have the correct clearance between the piston and
cylinder wall when you get finished boring and honing. When I
am finished boring all the cylinders, I remove the engine from
my boring stand and move it to an area of our shop where I do
my honing.
Here is an important shop tip to keep in mind
when boring an engine cylinder. Let the boring bar go down far
enough so that when you hone the cylinder, the hone will not catch
the ledge above the main webs in the crankcase. On a Chevy 350,
for example, I let the bar go down until it almost starts to touch
the main web.
After you finish boring an engine, do not wipe
or even touch the freshly bored cylinders. In other words, keep
your oily mitts off the cylinder walls. Also, do not spray anything
on them. Do not put the block back in the hot tank or spraywasher.
You should be ready to go directly to the honing operation when
you finish boring. Shop towels and hands have oil on them; even
clean shop towels have oil on them. Freshly bored metal will pick
oil up like a magnet.
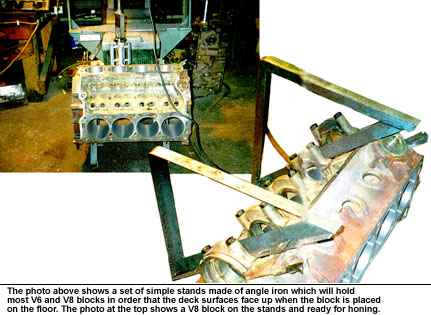
We are now ready to start honing our block
dry, and we want to keep it that way until we have removed .002"
of the .003" we allowed for honing. Take time to secure the
engine block so the deck surface is facing up. We have two sets
of simple stands made of angle iron to hold most V6 and V8 blocks
so that the deck surfaces face up when I sit the block on the
floor.

The stands we use bolt to the pan rails of
the engine block. If you are trying to hone your engines on a
workbench or engine stand forget it! Blocks of wood don’t work
either. The engine you are going to hone must be mounted solid!
Before we get started, let’s talk about some
of the equipment you will need to hone engine cylinders. You will
need a good micrometer set and the standards to check them. A
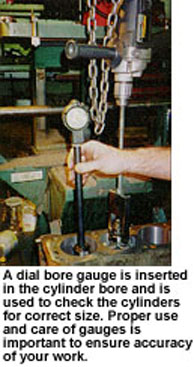
dial bore gauge is almost a must, but you can get along without
one if you have to. We use a Sunnen dial bore gauge in our shop.
Here is a tip that may save you some money.
When you have finished using the dial bore gauge lay it down on
a flat surface, not on the top of the engine deck. The dial bore
gauge will roll if you place it on the narrow engine deck surface.
Just like dropping a piece of jelly bread, the dial gauge will
hit the floor face down every time.
You should have a telescopic gauge to use with
the micrometer to double check the cylinder bore size before and
after honing. Of course, you must also have a hone. We use a Sunnen
AN series hone body and stones. We made our own drive shaft to
fit the hone body. Our design allows the shaft to slip if the
hone happens to lock. The Sunnen drive shaft is fine, but it is
designed to twist off if a lock-up occurs.
Here is another tip. If you are using the Sunnen
hone and drive shaft, and it gets broken, replace it. Do not try
to beef it up by welding extra reinforcing material to it. Sunnen
designed it to break if the hone locks up.
Now you need something to drive the hone. Use
a good electric drill that has an "on" and "off"
trigger switch. We use a Black & Decker Professional model
half-inch drill with reverse. The drill must be a medium-speed
unit.
The rpm the drill turns at, and the speed with
which you stroke the hone up and down the cylinder, will determine
the angle of the cross hatch marks left by the hone. The cross
hatch marks help hold oil on the cylinder wall during break-in.
You don’t want the cross hatch too flat or too steep.
After you start honing your first cylinder,
take a few minutes to look at the cross hatch lines. You will
quickly get a feel for how fast you must stroke the hone. Do not
spend a whole lot of time measuring the angle of the cross hatch.
I don’t think it makes a lot of difference anyway. Shoot for an
angle of about 35° to 45° on the lines. A little more
or a little less won’t make any big difference.
Cylinder wall finish, however, will make a
big difference, so pay more attention to it. Stay away from those
old gear drive drills with powerful motors and low gearing. They
have so much torque, and they take far too long to stop turning
when you let go of the trigger. You may be sorry! You could end
up hanging onto the drill for dear life while you and the drill
go round-and-round until the plug pulls out of the wall!
Now we must attach the drill and hone to something
that will help counterbalance their weight and that will provide
a positive down-stop for the hone. I use a device made by Sunnen
that has a spring and a rod with a positive stop adjustment on
it. The spring helps support the drill and allows us to move the
hone up and down with very little effort. If you do not have this
device, buy one or make one.
I attach the drill to the counterbalance device
with a short length of chain to the threaded hole in the end of
the drill motor. I have a chain hoist directly above the area
where I hone my engines. I hook the spring assembly with the hone
and drill right on the chain hoist. The chain hoist allows me
to raise or lower the hone and drill assembly quickly and very
precisely.
I have seen many people trying to hone a block
by hand, by just holding the drill without some type of support.
You are asking for problems if you try it. That pretty much covers
the major equipment you will need. You should have most of it
already.
One more comment about the hone. You must use
a rigid type hone to hone a block after boring. Do not even try
to hone a block using a springloaded hone or a brush hone. They
have a purpose in life, but they are not designed to remove .003"
metal after boring!
Having just finished boring our engine block,
we now move it over to the area of the shop where we are going
to hone it. We have mounted the engine block so it wont move around
from the torque of the hone. If you are going to use a torque
plate during the honing process, torque it in place now.

Make sure the hone body is clean and free from
oil and install your set of AN-100 stones (or equivalent). We
start with the coarse grit stones first. These stones are to be
used dry. They go into the holes on the hone body marked with
the "X". Do not touch the stone surface if you can help
it.
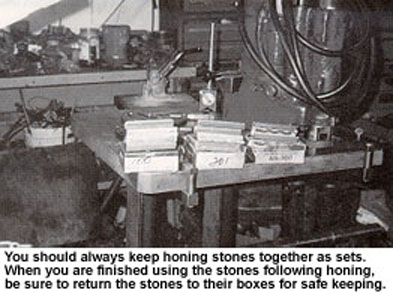
By the way, keep all your stone sets in their
own boxes when they are not being used. Stones become a matched
set as soon as they are used and must be kept together. If one
stone gets damaged, the whole set is junk. Normally a set of stones
will hone quite a few cylinders before they become worn out and
need to be replaced.
Set the block under the hone and push the hone
down until it is stopped by the positive stop on the spring fixture.
Now, using the chain hoist, lower the hone down into the first
cylinder until the stones just protrude through the bottom of
the cylinder. Adjust the stones out until they lightly contact
the cylinder wall.
Lightly pulse the drill motor and move the
stones down farther through the cylinder with the chain hoist
until they come out the bottom of the cylinder about one inch.
When you feel them just begin to bump the crankcase webs, raise
the chain hoist slightly. Note, I said lightly pulse the drill,
and move slowly, as you go down into the crankcase. You do not
want to bang your new stones into something down in the block.
The positive stop on the hone counterbalance
allows you to go as far down into the cylinder as possible on
every stroke without the stones hitting the crankcase webs. It
is very important to have the stones come out the bottom of the
cylinder while you are honing to keep the cylinder straight.
Now let’s get started actually honing. Crank
up the pressure on the stones, and begin to stroke the hone up
and down the cylinder. Go all the way down and contact the positive
stop on every stroke. The hone should also come out the top of
the cylinder about one inch on each stroke.
If you hone too much on the top of the cylinder,
you will taper the bore. You must get a feel for how much tension
to place on the stones and how fast to move the hone in the cylinder.
When the stones are cutting right, there will be a considerable
dragon the drill motor. If you put too much pressure on the stones
they will make lots of noise and not cut any faster. Too much
pressure will also cause excess heat and stone wear.
If you happen to get oil on the dry stones
they will stop cutting and become loaded with metal and stone
material. Stop and try to scrape the junk off the stone surface
with an old file. I have used lacquer thinner in extreme cases
to clean the AN 100 series stones. However, it’s best not to get
oil on the stones in the first place.
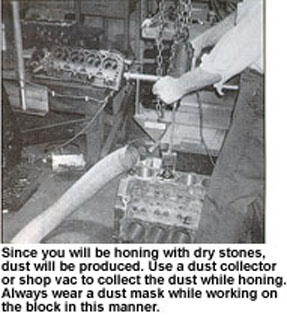
Since you are working these stones dry, dust
will be produced. Use a dust collector or shop vac to collect
the dust while you are working. I usually wear a dust mask while
boring and honing. You will need to hone a little and stop and
measure until you get a feel for how fast the metal is coming
out. Use your micrometer to set the dial bore gauge to the finish
bore size you want, and start checking the cylinders.
As you hone, the cylinder will become warm.
This may give you a false reading. You may think you have removed
more metal than you really have. Let the block cool a few minutes
and go back and check again. You want to use the AN 100 stones
until you have removed the first .002" of metal. Do all the
cylinders in the block with the dry stones before you change to
the finer stone sets.
Here is a tip that you won’t find in the books.
This is something I found out on my own some years ago. If for
some reason the stone set you are using or the cylinder you are
honing becomes tapered, you may be able to save the day and the
stones. Stones do not come from the manufacturer tapered. They
get that way because you are not stroking far enough out the bottom,
or you’re too far out the top of the cylinder.
Try this before you junk the stone set. Take
the stones out of the hone body holes with the "X" mark.
Now put them back into the holes without the "X" mark.
You will have to turn the stones upside down to do this. Put the
adjuster back in and put the hone back in the tapered cylinder.
Expand the stones out by turning the adjuster the opposite direction.
Now run the drill in reverse and stroke the
hone up and down the tapered cylinder. You must run the drill
in reverse to do this or it will lock up. You will be surprised
how quickly the stones will straighten out. This will also remove
the taper from the cylinder (At least one supplier of stones does
not recommend stones be turned upside down and taper corrected
as described in the above procedure. The company says if stones
show taper they should be either filed, put into a truing sleeve,
or replaced with new stones. When possible, proper overstroke
will prevent stone taper. – Editor’s note).
When you stop honing to check the cylinder
for size, be sure to keep moving the hone up and down until the
drill stops turning. The hone will usually make about one or two
turns after the drill trigger is released. It takes about 100
strokes to remove about .002" of metal from a 4.0" cylinder.
I usually count the strokes so I have some idea when to stop and
check the cylinder for size.
Out of the dry and into the wet
Your cylinders are now honed to within .001"
of the desired finish size. They should be straight and round,
and the cylinder walls should look bright and clean if you wipe
them with a clean dry cloth, not a shop towel!
You should have checked the cylinders with
the dial bore gauge after the block cooled, and now you are ready
to go to a finer stone set. Install the AN-200 set and using the
same procedure as with the AN-100 stone set, stroke the cylinders
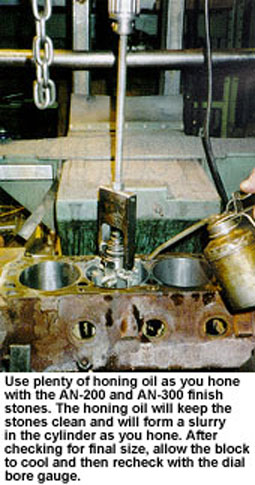
and at the same time add honing oil with a pump oiler. Use plenty
of oil as you hone with the AN-200 stones.
After about 30 strokes check the cylinder for
size. You can turn off the dust collector now. You will be able
to feel the hone begin to pick up speed as the cylinder surface
gets smoother. You should now be down to less than .0005"
of the finish size.
After you have honed all the cylinders with
the AN-200 stones, switch to the AN-300 set and again hone with
oil for about 30 strokes. The oil will keep the stones clean and
form a slurry in the cylinder as you hone. You should now be at
the final size. Allow the block to cool and recheck with the dial
bore gauge.
Honing a block by hand does take time. I spend
about one hour honing a V-8 block. It takes time to do the job
right. You will quickly get a feel for what is happening in the
cylinder when you hone by hand. For example, when a torque plate
is bolted to the deck, you will feel the out-of-roundness caused
by the bolt torque as you begin to hone the cylinder. As the honing
progresses you will feel the torque on the drill become steady
and smooth.
Following the above process will provide you
with a surface finish between 15 and 20 micro inches. If you want
a finer surface finish use the AN-500 stones with oil and hone
another 10 to 15 strokes.
You’re not done yet
The engine block is now finish honed and you
have checked all the cylinders for taper and size. Double check
your work with your telescopic gauge and micrometer.
You should always clean the block before it
leaves your shop. We charge one hour labor to clean a customer’s
block after boring and honing. You can tell the customer that
he needs to clean the block because there is lots of honing grit
in the cylinders, but most customers will not clean the block
themselves correctly. If you want them to have success with your
rebore jobs you better do the job yourself.
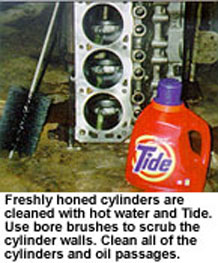
My son, David, is an expert at cleaning blocks
after honing. He uses hot water, Tide, and good bore brushes.
He cleans all the cylinders and all the oil passages by hand.
The crankcase webs need special attention,
too. Grit loves to hide in the crankcase webs. After all the hand
work we pressure wash the block with very hot water and then transfer
it to a mineral spirits bath in a clean solvent tank. Here we
hand scrub all the cylinders with clean solvent to remove any
water from the pores of the metal.
You must act quickly after washing with hot
water because rust forms almost immediately on the cylinder walls.
After flushing the block with clean solvent put a light inside
the engine case and look at the cylinder walls. They will be bright
and very shinny with a good cross hatch pattern. The engine is
now ready to be covered with plastic until it is assembled.
Checking your work
If you want to be sure you have done a good
job of getting the surface finish right, purchase a profilometer
from your shop supply source, or contact your local equipment
rep and ask him to stop by and test some of your cylinders for
the Ra finish. You can’t tell how smooth the surface is by just
looking or even feeling with your finger. The profilometer will
give you an accurate measurement of the surface finish. Our own
representative has tested our rebore jobs and found the finish
to be right in there at 17-20 Ra.
Wrapping up
I realize what I have described is a long procedure
with many steps. But I have found that this procedure also produces
very good results. Many of our engines have gone well over 200,000
miles and are still performing with very little oil consumption
and low blow-by.
We also use moly rings on almost every job
except where excess dust will be encountered. In those engines
we use chrome rings. I did not say it would be easy or quick,
but I did say you could do very good work if you are willing to
take the time to do it right.












