One of the biggest issues still facing rebuilders is the controversy
over the pros and cons of grinding CV joints. Though many CV unit
rebuilders will tell you it’s getting harder to remain competitive
unless you grind, nobody grinds unnecessarily in this tight market
because of the costs of machine work and labor.
Craig Russell of Drive Plus, Inc., Lock Haven, PA, which has been
rebuilding CV units since 1993, said his company grinds cages,
races and housings because it’s a "cost effective" way
to save otherwise unusable cores.
Tony Perticari, vice president of sales/marketing for Crown Remanufacturing,
Inc., Philadelphia, PA, said his business grinds parts "only
as needed."
According to several rebuilders, nearly half of the CV joints
they rebuild are salvaged and reconditioned by grinding. About
20% are rebuilt using slightly oversize ball and cages, and another
20% are reassembled with new boots following a good cleaning and
fresh grease. Only about 10% are damaged beyond repair.
Though grinding can be a cost-effective method of salvaging cores
in a tight market, opinions still differ on the effects of grinding
on joint durability. Kevin Yutani of Constant Velocity of Ocala,
Inc., (CVO, Inc.), Ocala, FL, a remanufacturer and distributor
of CV axles, said his shop limits grinding to housings and races.
"Tolerances in the housing for hardness are much more forgiving
than those in the race and cage, and the race even more so than
the cage," Yutani said. "To grind a cage weakens the
structure and leads to early failure."
Al Van Horne, president of CV USA, Saratoga Springs, NY, which
has been remanufacturing CV joints for about 4-1/2 years, said
he favors grinding all three CV parts. "Precision CV joint
grinding now is very accepted by the market and the issues from
the past as to whether or not precision grinding would produce
a quality remanufactured CV joint seems to have faded," Van
Horne said. "We grind all three components (cage, housing
and race) and reassemble each CV joint with oversized bearing
balls. Each CV joint is custom made to the axle rebuilder’s own
standards and backed with a lifetime warranty," Van Horne
said, adding CV USA remanufactures between 8,000 to 12,000 CV
joints a month. It does not remanufacture axles, but sells its
CV joints primarily to axle rebuilders.
Because of these grinding questions, the Automotive Parts Rebuilders
Association’s (APRA) CV and Rack Division is continuing its goal
of providing definitive answers for CV rebuilders concerning grinding
recommendations. One way the issue of grinding may be solved is
through completion of the Society of Engineers’ (SAE) recommended
practice (J1620) document for rebuilding front-wheel drive axles.
The draft document, intended to serve as a guideline to maintain
the quality of remanufactured/rebuilt CV joints and halfshafts,
and to aid the rebuilder in producing a product that will credit
itself and the entire industry, went to the SAE Appeals Board
in 1996. Since then it has been under revision in accordance with
the Appeals Board recommendations. (Earlier standards proposed
by SAE have been thought to be excessive toward independent rebuilders.)
Rich Lovely, general manager of Powerline, Inc., Roebuck, SC,
said SAE has recently resumed its meetings on the grinding and
rebuilding requirements issue. "SAE has said it’s going ahead
with its recommended practices for CV joints, though they still
want the aftermarket input," Lovely said. "SAE has said
they want to hear from us as to what we can live with and still
be able to make a profit."
To provide SAE with "tolerable" standards, APRA has
been working with Nabil Nasr, director of the National Center
for Remanufacturing and Resource recovery for Rochester Institute
of Technology (RIT), Rochester, NY, who is developing a CV parts
testing unit. The tester would be used to set benchmark standards
for rebuilding CV driveshafts. Lovely explained Nasr’s equipment
would test the endurance of OE components and driveshafts. APRA
and RIT would then decide on four or five reasonable and quality
ways to rebuild a driveshaft. Similar stress tests would be administered
to the rebuilt units assembled under these reasonable methods.
Using the stress tests from the OE units, guidelines could be
compared and developed for rebuilding CV units. All the data would
be turned over to SAE. If approved, rebuilders who follow the
four or five "recommended" practices would be adhering
to SAE’s guidelines.
Lovely said he plans to have a meeting with the OE representatives,
members of SAE and RIT’s Nasr on the reasonable rebuilding methods
before APRA’s "International Big R Show" in October.
Lovely said if all goes well with the meeting and the development
of the testing equipment, he expects some type of rebuilding standard
will be ready by Spring of 1999. "If everything goes according
to plan, we should be able to put a benchmark out there for the
rebuilders," Lovely said.
Lovely said down the road, more tests could be conducted to set
standards for other rebuilding methods, such as welding.
Today’s market
Gene R. Maszy, manager and owner of Atlantic Parts and Remanufacturing,
Jacksonville, FL, whose business rebuilds about 1,000 CV joints
a month for the past three years, said he feels the market is
going bad. "There’s a lot of fly-by-night shops opening and
closing which are bringing down prices and quality," Maszy
said. "And the large remanufacturing companies, rebuilding
on a much larger scale using machine grinders, have contributed
to the deflated pricing." Maszy said another concern he has
about the market is that grinding may diminish the percentage
of cores that can be rebuilt a second time.
Maszy said Atlantic Parts, which serves jobbers, repair shops
and DIYers in the Southeast, prices have decreased by 30% in the
past two years. "CV remanufacturing is still profitable,
but is no longer the outstanding performer it was at one time,"
Maszy said, adding he feels the market is more competitive today.
"CVs were viewed as a very profitable market because of mark-up.
But now that prices are dropping it is viewed as profitable because
of volume."
CVO’s Yutani agrees that the market is more competitive today
than a few years ago. "There’s many different outlets selling
CV axles," he said.
Yutani, whose company is a remanufacturer and distributor of CV
axles for the past six years, remanufacturing about 200 units
a month for WDs, jobbers, DIYers and retailers in Florida, said
most people request a rebuilt/reman unit over a new unit solely
on price. "The public only looks at the price. Quality for
the most part is not an issue," he said.
So what are rebuilt/reman CV drive axles selling for today? One
rebuilder said he is lucky to sell CV axle shafts for about $55
to $65 to garages and installers, and about $70 to $80 to retail
customers. Most other rebuilders report sales in the $40 to $45
range, though some are selling for as low as $30! Overall, rebuilt
units are half to 2/3 less then a new halfshaft.
Drive-Plus’s Russell is another who expressed the CV market has
become too competitive and price driven. "It’s difficult
to be profitable," Russell said. "The industry has become
more competitive and prices have become lower which causes the
profit margin to become tighter."
Many rebuilders feel the large CV remanufacturers have created
a price war. Because of their automated capacities, the larger
players can produce thousands of CV halfshafts per month.
According to a recent report from Frost & Sullivan, an international
marketing consulting company that monitors the automotive industry
for market trends, today’s leading companies in the CV remanufacturing
market include Car Component Technologies (CCT) Bedford, NH; American
Driveline, Inc., (ADL) Detroit, MI; and Automotive Caliper Exchange,
Inc., (ACEI) Buena Park, CA. David Yu, an analyst for Frost &
Sullivan, said two of these companies made significant market
acquisitions in 1997. "Of particular importance is the acquisition
of two major competitors in 1997. CCT purchased CVJ/Jats, a remanufacturer
with over 10% market share in 1995," Yu said. "The purchase
of Moog’s remanufacturing plant by ACEI represents another turn
of events as companies compete for market share."
Reported monthly volume and annual sales for these major players
are: CCT Ð 200,000 units per month with estimated annual sales
of $60 million; ACEI Ð 40,000 to 50,000 units a month with
estimated annual axles sales of $25 million; and ADL Ð 30,000
to 40,000 axles per month with estimated annual axle sales of
$18 million.
Despite the market’s tight grip on pricing, many in the industry
predict that the market will grow into the new millennium. "In
the next five years, I think the market will grow as the economy
will reach a point and slow down," CVO’s Yutina said. "Traditionally
when the economy is slow the aftermarket does better because people
have to fix their older cars."
Tony Perticari, vice president of sales/marketing for Crown Remanufacturing,
Inc., Philadelphia, PA, agreed the matured CV market will improve.
"I see the market growing about 3-4% as cars age and mileage
increases," he said.
And CV USA’s Horne, also is optimistic about his business’ future.
"In terms of remanufacturing CV joints, we see the market
as excellent and growing," Van Horne said, adding as the
market matures and more rebuilders exit the market, CV USA should
gain more customers.
Van Horne believes CV joint remanufacturing prices have stabilized
in the past year or so, and that CV joint remanufacturing can
be profitable as a volume business. "To become more profitable
in the CV joint market, we added several services that were not
offered in the past, such as cleaning, blasting, thread chasing,
cage grinding and part replacement.
"Purchasing additional machinery has allowed us to produce
a larger volume of CV joints each month. This reduces our per
unit cost, which allows us to offer better pricing to our customers,"
Van Horne said.
Atlantic Parts and Remanufacturing’s Maszy said to stay competitive,
his company had to improve the quality of work while lowering
its prices. "We have shaved every penny from the cost of
production that we can without sacrificing the quality,"
he said. "So the only way to make more money is to sell more
units."
Frost & Sullivan’s Yu reports intense competition in recent
years has reduced the number of industry participants in the CV
drive axle business, adding this reduced number of participants
will produce more opportunities for remaining companies. "While
consolidation has been the main strategy to gain market share,
several regional manufacturers have left the market altogether,
thereby providing opportunities for remaining companies with strong
competitive advantages," Yu said. (Frost & Sullivan reports
the CV drive axle and boot kit aftermarket is currently comprised
of more than 700 businesses.)
If you’re looking for more good news, take heart that for CV rebuilders,
there will always be work, as more and more vehicles implement
the front-wheel-drive system. In fact, nearly 90% of all vehicles
manufactured today are front-wheel-drive, using constant velocity
axles that need service anywhere between 40,000 and 60,000 miles.
Yu said a change in consumer’s driving styles has altered vehicle
requirements, which has lead to promoting CV market growth. "Now,
many new vehicles implement CV axles, such as sport utility vehicles,
4WD vehicles and RWD vehicles with independent suspension,"
Yu said. "This increase in cars with CV axles will provide
enhanced growth opportunities for manufacturers who produce products
for this market."
Most rebuilders don’t believe that the OE CV units on new cars
last any longer than they have in the past. Yu said driven by
the growth in the vehicle population and the increase in vehicle
age, the market for CV drive axles and boot kits is expected to
grow at a healthy rate, even should an economic downturn occur.
According to Yu, the 1997 U.S. CV drive axle and boot kit aftermarket
grew by 7.7%. "Growth in this mature market is mainly driven
by the shorter life spans of CV boots, growth in the vehicle population
and the increase in the average vehicle age," he said.
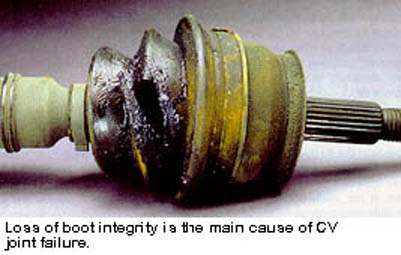
However, some OEs today are using stronger materials in the boots.
"Some units last longer than others," said CVO’s Yutani.
"The main cause of CV failure is loss of boot integrity."
Another positive trend finding its way into the CV rebuilding
and remanufacturing market is the use of the Internet to foster
new business. Atlantic Parts and Remanufacturing’s Maszy said
this highly popular electronic marketing tool has helped his business
grow in the CV market. "We mainly use e-mail to communicate
with customers, both overseas and in other states," Maszy
said.
CVO’s Yutani said he also uses the Internet as a marketing tool.
"I now have global coverage for the CV market. I can reach
any customer 24 hours a day regardless of the time at my physical
location," he said.
Numbers game
According to Frost & Sullivan, manufacturer revenues for 1997
totaled $455 million and unit shipments totaled 11.9 million.
(Manufacturer revenues are obtained by multiplying the number
of units sold by the average price charged to manufacturers’ primary
customers.) The market continues to be dominated by remanufactured
CV drive axles. In 1997, remanufactured CV axle assemblies accounted
for more than 95% of total unit shipments. The remaining portion
represents part numbers with hard-to-find cores such as late model
vehicles or dealer-installed warranty returns.
Yu’s research predicts the 2001-2004 period to be fairly strong,
with sales of aftermarket halfshafts and CV boot kits growing
at a rate slightly more than twice the rate of growth in the vehicle
population. "Growth in this period, while healthy, is not
expected to exceed 8% per year because of the continued price
war that has put a restraint on aftermarket revenues," Yu
said, adding market revenues are projected to reach $679.3 million
in 2004, with unit shipments approaching 16.3 million.
Yu said another significant trend in 1997 was that complete remanufactured
halfshaft assemblies continued to dominate CV repairs. "CV
component replacement is highly labor intensive, and installers
prefer the labor-saving features of a complete drive axle over
installing individual components such as CV joints," Yu said.
"In 1997, over 90% of all CV repairs involved replacing the
complete assembly."
According to the Automotive Market Research Council (AMRC) Aftermarket
Committee, a research group that provided forecast data on product
line trends for Moog Automotive, it too, expects the total sales
of remanufactured half shafts to rise. With a 4.3% expected annual
growth, AMRC predicts the retail dollars for reman half shafts
by the year 2000 will total $721 million, and reach $786 million
in the year 2002. The trend for new CV joints is also expected
to grow, though at a much lesser annual percent of change. AMRC
predicts new CV joints sales in retail dollars to hit $338 million
this year and reach $345 million by the year 2000. By 2002, new
CV joint sales in retail dollars should be about $352 million.
AMRC based its predictions on a number of assumptions, including
that the number of new vehicles that use FWD will continue to
increase, as well as the rising age of current vehicles with FWD
systems. AMRC also believes that higher labor rates are causing
installers to replace CV units with complete half shafts, rather
than rebuilding the existing CV joints.
According to the Brake & Front End 1998 Chassis Survey, conducted
by Babcox Research, A Division of Babcox Publications, only 60.2%
of the chassis repair/service shops responding said they perform
CV joint repairs (boot replacements, lubing the bearings, etc.)
on vehicles. Of those shops that perform CV repairs, the number
of jobs per week is 3.0, with an average total invoice of about
$115.07.
The number of shops which replace with remanufactured or new
CV joints is higher at 86.3%. Shops replacing CV units average
about 2.8 jobs per week with an invoice total of about $205.94.
Only 4.3% of the installers surveyed report they purchase chassis
parts, such as CV units, from the rebuilder directly. Most of
the chassis parts installers buy Ð 71.3% Ð come from jobbers.
The second choice of shop owners is the traditional WD at 41.1%.
Other sources being used for chassis parts include the car dealer,
17.9%, manufacturer direct, 8% and undercar specialist, 8%. (Note:
These percentages exceed 100% because a majority of shops source
parts from more than one supplier.)
Frost & Sullivan’s Yu pronounced one of the most important
outcomes of 1997 was the intense price competition which has entangled
market participants in a web of declining profit margins. "While
this has forced competitors to cut costs and to be more efficient,
it also curbs overall aftermarket revenues," he said, adding
this trend could impact the future.
"As customers become accustomed to these low prices, they’re
bound to react negatively to price increases in the future’"
he said.
That will mean continued pressure on rebuilders to produce the
best joint possible at the lowest cost Ð a task more easily
completed by those with the resources to invest in efficient and
productive equipment, tooling and training.












