Today’s high output, close tolerance engines
are more dependent than ever on quality remanufacturing procedures,
durable parts and precise machining. One of the best ways to assure
long bearing life in today’s engines is to make sure the journals
on the crankshaft are properly polished.
The oil film between the journals on the crankshaft
and the loaded portion of the main and rod bearings is only about
.00005" thick when the engine is running. If the journals
are too rough or have burrs, particles or other debris that sticks
up above the surface, it can abrade the bearings and increase
bearing wear and the risk of bearing seizure.
Cast iron cranks typically contain about 4%
carbon. The carbon forms little nodules of graphite surrounded
by a relatively soft form of iron called "ferrite."
When the crankshaft journals are ground and polished, the ferrite
around the graphite nodules forms little burrs or jagged flaps
that protrude above the surface. The height of these burrs can
be as much as .00035", which is more than enough to cut across
the oil film and dig into the bearings.
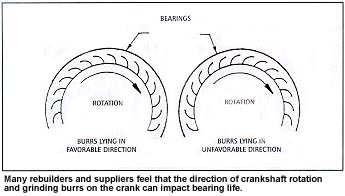
Ferrite burrs create a sawtooth-like finish
on the surface that is directional, usually facing away from the
direction the journal was ground or polished. If the sharp edges
face away from the direction that the crankshaft normally rotates,
it is said to be a "favorable" orientation because the
burrs are less likely to dig into the bearings. On the other hand,
if the sharp edges are towards the same direction of rotation,
it is an "unfavorable" orientation and is much more
likely to cause problems.
The trick, of course, is figuring out which
way is which – that is, which way to grind the crank and which
way to polish it to achieve the proper orientation of the ferrite
burrs.
The ultimate goal when polishing crankshaft
journals is to achieve a relatively flat and smooth surface finish
(an average roughness of 10 microinches or less) with plenty of
bearing surface to support the oil film. But it is also important
to orient the remaining ferrite burrs in a favorable direction
so they will have less of an abrasive effect on the bearings.
With forged steel cranks, there are no graphite
nodules or ferrite to worry about, so it isn’t necessary to grind
the crank in one direction then polish it in the opposite direction.
Even so, for best results, the recommendation is to polish a steel
crank in the same direction it rotates.
Polishing techniques
One way to achieve an optimum surface finish
on the journals of a cast iron crank is to grind the crankshaft
journals in the opposite direction it normally rotates in the
engine, then polish it in the same direction it rotates in the
engine. This will leave a favorable finish with the sharp edges
of the ferrite burrs facing backward. Polishing the crank in the
opposite direction it was ground will also break off more of the
ferrite burrs leaving a cleaner, smoother finish.
According to Steve Bleggi, sales manager for
Abrasive Accessories, Inc., Frisco, TX, a polishing belt with
#320 or #400 grit abrasive is typically used depending on the
surface finish requirements of the application. The most popular
sizes are a 1" x 64" and 1" x 72" belt size.
Ian Bagnall, sales manager at RMC Rogers Machine
Co., Bay City, MI, says most automotive crankshafts usually rotate
clockwise in an engine. Some marine and industrial engines rotate
counterclockwise, so the first thing you have to determine is
which way the crank normally rotates before chucking it up in
a grinder or polishing stand.
"Most crankshaft grinders and polishing
stands rotate the crankshaft toward the operator (clockwise if
viewed from the left end of the machine, counterclockwise if viewed
from the right end)," says Bagnall.
"If the crank is mounted with the nose
to the right, the crank will spin in a counterclockwise direction
in the machine – which is opposite its normal direction of rotation
in the engine. If the crankshaft is mounted in the grinder or
polishing stand with the nose to the left, on the other hand,
it will turn in the same direction it rotates in the engine."
Which way should the crank be mounted to achieve
an unfavorable orientation when grinding and a favorable orientation
when polishing? Bagnall says the grinding wheel on most crank
grinders also rotates counterclockwise so the sparks and debris
are thrown down as the journals are refinished.
This will leave ferrite burrs that are oriented
in an unfavorable direction on the journals if a crank that normally
rotates clockwise in an engine is mounted with the nose to the
right. If the crank is mounted with the nose to the left, the
grinding operation will leave the ferrite burrs with a favorable
orientation and reduce the effectiveness of the polishing step.
To produce the best finish, the crankshaft
must be turned around after it’s been ground so the nose is to
the left for polishing. This is necessary because the abrasive
surface of the polishing belt that rides on the crank journal
moves away from the operator and throws the dust and debris backward
and out of the way.
However, if the crankshaft is mounted with
the nose to the right and turns counterclockwise in the equipment,
the belt will be polishing in the same direction the crank was
ground. This will reduce the effectiveness of the polishing step
and leave an unfavorable orientation on the remaining ferrite
burrs. Turning the crank around so the nose is to the left for
polishing will remove more of the burrs and leave a favorable
orientation which is the best surface finish for the bearings.
Not everyone agrees with this recommendation.
Some say they have achieved good results regardless of which way
the crank is mounted, ground and polished. Some rebuilders say
they’ve ground and polished crankshafts in both directions with
no bad results. If the finish on the shaft is smooth enough, the
rotation in which it is ground shouldn’t matter. Even so, a microscopic
examination of the surface finish will usually show the best finish
on a cast iron crankshaft is achieved with an unfavorable grind
and favorable polish.
Why not just mount the crank in the grinder
with the nose to the left for both grinding and polishing? This
approach saves time because you don’t have to reposition the crank
after grinding – but it leaves a favorable orientation of the
ferrite burrs which will reduce the effectiveness of the polishing
operation.
An alternative method is to use a two-step
polishing procedure. Though all the bearing manufacturers do not
agree on polishing procedures, Ron Thompson, a bearing engineer
at Federal-Mogul Corp., Detroit, MI, says an improper crankshaft
finish can be especially hard on bearings. When using belt-polishing
equipment, he recommends polishing the journals in the unfavorable
direction (opposite the direction of rotation) with a #280 grit
belt, then finishing the journals in the favorable direction (same
direction as rotation) with a #320 grit belt.
Polishing with tape
Another way to polish the crank journals after
grinding is with equipment that uses microfinishing tape rather
than an abrasive belt. This type of equipment works differently
than a belt polisher. Instead of rubbing a rotating abrasive belt
against a rotating journal, the abrasive tape remains stationary
and is clamped against the journal as the crank turns.
The tape makes contact at four points, which
the suppliers of this type of equipment say produces a more even
and consistent surface polish – though the appearance may be somewhat
duller than what many people are used to seeing. The tape is then
advanced about an inch for the next journal, and so on until all
the journals have been polished. A lubricant is also used with
the tape to help wash away debris.
Compared to belt polishing, which may remove
.0002" to .0005" or more inches of metal from a journal
depending on the belt grit, length of polish and pressure exerted
by the operator, tape polishing removes almost no metal. The abrasive
on the tape is very fine. A 15 micron tape abrasive is similar
to a #600 belt grit. Polishing a cast iron crank with a ground
finish of 12 RA for 15 seconds with the 15 micron tape, for example,
can improve the finish to 7 RA or better.
One of the advantages claimed for tape polishing
is that it reduces the risk of operator error. The pressure exerted
by the tape on the crank is fixed and does not depend on how hard
the operator is pushing down on a handle.
Another purported benefit is more consistent
results. The cutting action of a polishing belt changes as it
wears. A new belt cuts more aggressively than a used belt. Tape
polishes the same way every time.
Tape also costs less over the long haul than
belts. A roll of tape costs about $33 and typically does about
200 cranks if the tape is advanced about half an inch per journal.
But the initial investment in tape polishing equipment is much
higher than traditional belt polishing equipment.
Hand belt polishers typically cost $500 to
$700 depending if the polisher is air or electric powered. Belt
polishing stands typically sell for $2,000 up to $2,600 depending
on the size of cranks the stand can accommodate.
Tape polishing equipment, by comparison, can
cost from $13,000 for an aftermarket polisher up to $50,000 or
more for an OEM type of unit. So a high volume of cranks is usually
needed to justify the investment in a tape polisher.
Ken Barton of QPAC Corp., Lansing, MI, says
his company supplies the original equipment vehicle manufacturers
with tape crank polishers. "The OEMs use tape to polish virtually
all crankshafts today," said Barton. "They typically
grind a new crank to 25 to 30 RA, then polish it to finish specifications
which may be 8 to 12 RA for an automotive crankshaft or 5 to 7
RA for a diesel crankshaft."
Barton says the best results with tape polishing
are achieved when the crank is ground the same way it turns in
the engine, then polished the same way. He says this gives longer
tape life as well as a favorable finish.
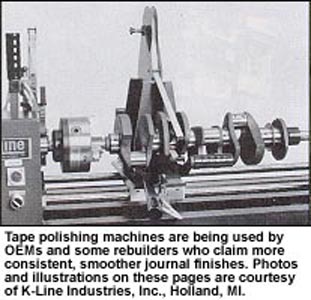
Mark Jeltema, product specialist and provider
of tech support at K-Line Industries, Holland, MI (K-line has
an exclusive agreement with QPAC to supply the tape polishing
technology to the aftermarket), also says the best results are
achieved when the crank is turned in the same direction it normally
rotates in the engine when it is polished with tape.
"Our machine is reversible, and the nose
normally mounts to the left," explained Jeltema. "This
will leave a favorable finish with a journal finish in the 3 to
6 micron range with a 30 second polish using 15 micron tape."
Polishing experiences
Tom Bagley at Grooms Engines, Parts, Machining,
Inc., Nashville, TN, says his company recently acquired a used
OEM tape polishing machine. "It’s an oscillating type of
machine that uses 30 micron tape," he explained. "We
run the tape for 10 seconds on each journal with the crank turning
first one way, then the other way, the last one being in the favorable
direction. This gives us very consistent results in the 6 to 9
RA range."
Bagley says he uses the tape polishing equipment
on both cast iron and steel cranks. "Compared to a belt polisher,
it takes a little longer to clean up the journals with the tape
machine, but we’ve very happy with the results," he said.
Bagley said he previously used a two-step polishing
procedure with a belt polisher. "The tape machine is a one-step
process, but we still put a different surface finish on journals
that run against oil seals," he said. "We use a 40 micron
tape that leaves a 14 to 18 RA finish. We feel this helps hold
the oil better for a good seal than a highly polished surface."
Steve Schmidt at Jasper Engine and Transmission
Exchange, Jasper, IN, says his crankshaft department has recently
switched from belt polishing to tape polishing. "Tape can’t
do 80 crankshafts a day and is slower than belts, but we’re consistently
achieving journal finishes in the 7 to 8 RA range with a 3M 30
micron tape," Schmidt said."
Polishing pitfalls
One mistake that’s sometimes made when belt
polishing a crankshaft is overpolishing the journals. Whether
the operator is trying to achieve a bright, chrome-like appearance
or is trying to clean up excessive roughness left by the grinding
operation, excessive polishing can create a "halo effect"
around the oil holes. The depressions created will reduce the
bearing area and strength of the oil film which may lead to premature
bearing failure.
The amount of pressure that’s exerted against
the journal by a polishing belt will also affect the cutting action
of the belt and the amount of material removed from the journal.
A very light pressure is all that’s needed, and for no more than
a few seconds. Excessive pressure can change the geometry of the
journal leading to clearance problems and increased oil leakage.
If a nitrited crankshaft has been ground to
more than .010" undersize, the crank will have to be renitrited
after grinding, then straightened prior to polishing.
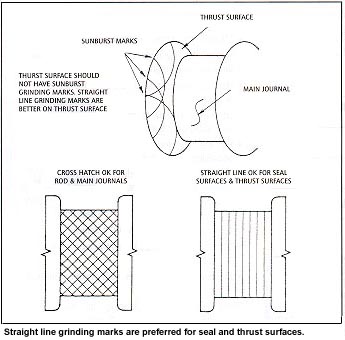
Don’t forget to polish the fillet radii and
the seal surfaces as well as the journal bearing surfaces. Some
crosshatch on rod and main journals is desirable, but seal and
thrust surfaces should have a straight line polish.












