 Most businesses have the same
Most businesses have the same
problems and each must look for ways to remain competitive by
reducing costs and exploring new markets for existing products
or services.
And so it is in engine building. There is always
someone that is able to provide more features per dollar than
you (or at least make someone believe they can). Therefore, to
continue in business, a shop must continually make more efficient
use of its equipment and operating expenses.
More and more shops today are actively exploring
alternative markets for existing shop equipment and employee expertise.
One of these markets is the junior dragster classes that National
Hot Rod Association (NHRA) started a couple of years ago. An “all-out”
Briggs and Stratton motor can cost $4,000 and up, and a super
light chassis with all the “gee whiz” items can double
that. Add in designer driver’s apparel, an enclosed trailer with
an upscale truck to tow it, and the total investment could top
$35,000-$40,000.
However, since this is bracket racing, complete
with break outs, the aspiring Kenny Bernstein “wanna-be”
can also start at the grass roots level with a bone stock 5 hp
Briggs, centrifugal clutch instead of torque converter drive,
home built chassis, and haul it in the back of the old Chevy pickup.
This approach allows you to be as competitive
as the next guy and can probably be done for $1,000-$3,000 (if
you already own the pickup). The difference is that the $4,000
Briggs can be expected to turn 1/8th mile elapsed times in the
nine second range while the stock 5 hp will probably be in the
mid to high teens, depending on the total weight of car and driver.
One benefit of the junior dragster market is
that the parts and components for the driveline are, for the most
part, borrowed from the go kart market. So if you build these
Briggs engines, you can market in both the junior drag and karting
performance arenas.
Another offshoot is the new Bandolero full-bodied
spec car program which seems to be patterned after the successful
legend cars. These vehicles use the Briggs Vanguard V-twin and
are reported to be sanctioned by the same INEX organization. In
karting, another engine comes into the picture, the Tecumseh Star
motor. Bigger in both physical size and displacement than the
Briggs (21.8 cu. in. versus 12.56 cu. in.) it is capable of about
20% to 30% more horsepower. However, in junior dragsters NHRA
rules specify only the Briggs be used.
Peripheral equipment is also a large segment
of the market. With every engine there must be some means of transmitting
the power to the rear wheels. Clutches or torque converters, belts,
chains, sprockets, axles and hubs are all necessary components.
Other support equipment includes a battery-powered starter instead
of the rip cord if a highly modified engine is used. The list
goes on and on. This segment of the performance market is growing
rapidly and could offer profitable business for your existing
shop capabilities.
The other day I was talking to a dad that was
thinking about getting his child a junior dragster. He had been
talking to someone who told him that “they” were getting
75 horsepower out of a Briggs motor. “Oh yeah?” I asked,
“Who’s building those motors?” I then questioned him
if 6 hp per cubic inch from a 7 to 1 compression air cooled flathead
motor sounded realistic? And if it were true, I’m sure one or
more of the major automotive companies is probably conducting
around-the-clock surveillance of that person’s shop.
Imagine roughly two-and-one-half times more
horsepower per cubic inch than the best Dick Maskin pro stock
motor is capable of. WOW! Think of it; a 500 cu. in. flathead
air-cooled pro stocker making 3,000 hp, or a 2,100 hp Winston
Cup car. I’ll bet I could win every race of the season with that.
Jeff Gordon move over!
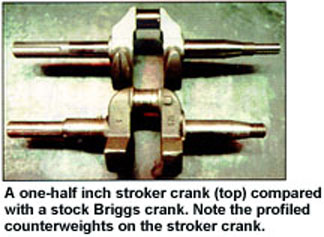
Realistically, though, a Briggs with a .200″
over bore and a .500″ stroker (17.6 cu. in.), on a 30% load
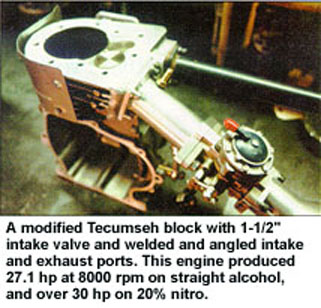
of nitro methane will make low to mid 20s hp at 9000+ rpm. A Tecumseh
can make over 30 hp at about 8000 rpm. To get to that point in
the Briggs, however, requires major surgery, and the only original
part in either motor will be a severely modified block.
To put a .200″ over piston in the Briggs
requires boring the block almost into the head bolt threads and
resleeving it. Then with the stroker crank, the rod hits the cam,
the lifters, and the bottom of the cylinder, and the rod dipper
hits the front of the crankcase requiring more custom fitting.
When you install a high lift cam, you must clearance the bottom
of the lifter bores to allow the lifters enough room to reach
maximum lift, and the bigger lobe makes for more conflict with
the connecting rod and crank counterweight.
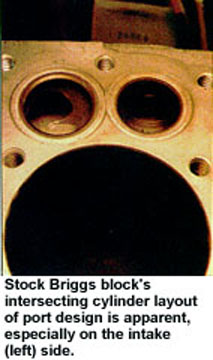
The current trend for increasing horsepower
in these motors is to weld angled intake and exhaust runners to
the block. This is necessary because the original layout consists
of a pair of cylinders intersecting at a 90° angle with one
cylinder offset from the axis of the other; it’s designed to promote
a very high swirl to the mixture. There is not enough material
in the block to simply grind away what you don’t need and have
a good port.
You can achieve dramatic results by using some
epoxy in the intake ports, but to get that last 4 to 5 hp requires
the welded runners. Of course this elevates the cost of the engine
considerably. On the bright side, Briggs & Stratton Motorsports
has just announced its “Blockzilla,” a new cylinder
cast out of T356-T7 alloy with heavier casting sections and angled
ports that will offer more performance potential than the production
casting.
Porting a flathead is a different can of worms
than dealing with overhead valves. In the overhead valve layout,
the name of the game is to get the mix turned from the axis of
the port to the axis of the valve so that you utilize as much
of the valve window as possible. In the flathead, it doesn’t do
much good to turn the mix because the roof of the combustion chamber
sits right on top of the valve; it’s like pointing a hose at a
wall.
The approach here is to simply make the short
turn smooth so that it works well during the low lift part of
the valve opening where the mix can get around and over the top
of the valve, between it and the roof of the combustion chamber.
For the higher portion of the lift, as the valve approaches the
head the flow path over the top of the valve is cut off. Consequently,
you work to get the mix to slide across under the valve and shoot
across the channel between the valve seat and the bore.
The exhaust port works the same way except
in reverse. Fairly often, in motors that have had some porting
done by the owner, you’ll see that the first thing they’ve done
is to remove the exhaust pipe threads. There’s no measurable benefit
to doing this. The most that should be done is to knock the peaks
off the threads on the bottom (long side) of the port.
In both the Briggs and Tecumseh engines, the
“as cast” exhaust port is too large. You can achieve
success with a half-round shoe in the roof (short side) to reduce
port size and effectively straighten the center line of the port.
This results in a “D” shape with the flat of the “D”
at the top. It seems to be beneficial, but it’s still questionable
if the rewards are worth the time and effort to do it because
most of the development efforts have really been in other areas.
Since you can’t put epoxy in the exhaust port,
and welding is difficult, you can cast a shoe for the Tecumseh
that is fitted into the port between the back wall and the guide
to create a slope or curve on the long side of the port instead
of the 90° turn in the “as cast” configuration.
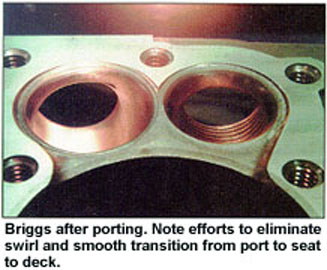
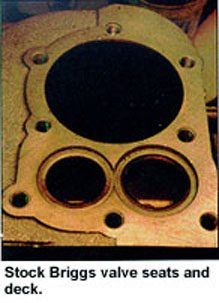
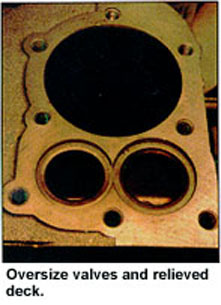
Most of the performance gain is in the approach
to the seat, the window that the air sees, and the transition
from the seat to the deck relief. If you study the pictures comparing a pair of stock ports with the modified ports,
you can see the dramatic improvement in the flow window, and the
smooth blend of the seats to the port and the deck.
Like most performance engines, these engines
respond to ever larger valves. VKE Motorsports, Denver, CO, which
provided much of the information in this article, currently uses
up to 1.5″ intakes and 1.160″ exhaust valves, which
necessitates installing intake and exhaust seat rings in the Briggs,
and intake seats in the Tecumseh. If a very high lift cam is used,
the stem lengths have to be tailored to the valve spring requirements.
There are a number of approaches to high compression
on the market, but it’s questionable as to whether any of them
provided measurable benefits. If you study the layout on a flathead
engine, you’ll see that the air flow has to move from the valves,
across the deck to the cylinder where it has to make a 90°
turn into the cylinder. In order to raise compression, you have
to make this area of the deck and portion of the cylinder smaller,
which makes the flow area smaller, and in turn makes the engine
lose power.
The stock Briggs combustion chamber is about
as good as it gets. The only way to get more compression and not
lose power is to make the displacement bigger. Along this line,
VKE advocates the tightest piston-to-head clearance you can live
with.
On highly modified motors using solid copper
or aluminum head gaskets, a copper wire O-ring around the cylinder
may be necessary to stop head gasket seepage. Dual spark plugs
are also a benefit because of the relatively long flame travel
relative to bore size in these engines.
VKE is into camshaft profiles that have created
major problems finding valve springs that will fit into the spring
box and not coil bind before maximum lift. When you start dealing
with .500″ lobe lift, the cowpie hits the fan. Remember,
flatheads don’t have rockers to multiply the cam lift at the valve.
So be careful in this area, and make sure you
don’t coil bind the springs or drive the valve into the head,
because if you do, it usually breaks the cam bearing boss out
of the block. Unlike an overhead valve motor, when you break the
block you lose all the valve and port work you put into it, too!
The Tecumseh motor has a problem with the timing
gears that is worth mentioning. The engine routinely breaks the
factory crank gear. VKE has made its own replacement gear which
is a very satisfactory solution to the problem, but the cam gear
fails at the 2nd, 3rd and 4th teeth next to the timing dot. This
happens just as the crank passes top center on the firing stroke.
The breakage is related to wear on these teeth.
If, through regular inspection, the wear is monitored, the breakage
can be prevented by replacing the cam before the wear becomes
severe enough to promote failure. Nitriding the gear would help,
but some class rules for this engine don’t allow any modifications
to the cam gear. This failure is also rpm related. If the engine
is run below 5700-5800 rpm it is seldom a problem, but the current
trend toward middle 6000 rpms in stock class engines and over
8000 in modifieds has made it more prevalent.
If anybody had said a few years ago that a
splash-oiled connecting rod motor of any make could be reliably
twisted over 10,000 rpm, their mental stability would have been
questioned. Amazingly, it does work, and with relatively little
deviation from the stock setup.
VKE puts the DU bushing on the flywheel side
in both the Briggs and Tecumseh blocks, and slip fits the bearing
on the power take-off end. The stock Briggs rod is good enough
for anything you can do with a stock motor, but not much else.
The Tecumseh rod is suspect even in stock classes if it’s turned
over 5500 rpm.
When these engines are rebuilt, it’s almost
always necessary to replace the rod because of the wear in the
journal end. The older Briggs motors used a stamped steel rod
dipper that was installed under the rod bolts. Don’t use these
dippers. They fatigue and break off, and then the rod sticks to
the crank and breaks. The new Briggs rod and all aftermarket rods
have the dipper made as part of the rod cap.
There are various components on the market
that offer solutions to the various problems encountered when
modifying these engines, such as cranks with smaller journal diameters
which use smaller profile rods. Cams and valve springs are available
from a variety of grinders such as Crane, Comp Cams, Lunati and
others.
VKE CNC machines all of its own rods from 7075
T-6 billet aluminum, and uses replaceable bearing inserts in them.
This resolves some of the problems that have been prevalent with
the stock rod that runs directly on the crank and reduces the
cost of rebuilding the engine. Aftermarket rods are absolutely
mandatory in any modified engine. Nitriding the journals on the
cranks is also a good idea because it makes them last infinitely
longer.
If you are going into this market, you need
to understand that there is a steep and expensive learning curve.
A flow bench and a dyno are essential, and a vertical mill is
desirable, too. We’ll assume you already have normal shop equipment
to hone cylinders, grind valves and valve seats, etc.
VKE made its own flow bench using its shop
vacuum. You don’t need a $30,000 dyno, just an absorption unit
like the one Stuska makes, with a torque meter and a tach, plus
a few small items like a weather station to get correction factor
information.
VKE uses a flow meter for crankcase blowby,
and a cylinder head temperature gauge. If you can get it, air
flow and fuel flow information is helpful to compute brake specific
air and fuel data, but it is not absolutely essential to have.
The basic torque and rpm will tell you whether you are gaining
or loosing with your modifications.
Steady state dyno testing is preferred as opposed
to the acceleration approach. As far as VKE is concerned, all
the computerized stuff is needless expense. When you consider
that what you really want with a dyno or flow bench is a “before
and after” comparison, the particulars of the equipment are
not that important as long as the technique to gather the information
is the same, and the temperature, humidity and barometer are carefully
noted.
With an air-cooled engine, cylinder head temperature
is an important variable to control. The more you do to gather
data at the same cylinder head temperature the more accurate your
tests will be. And remember, don’t stand in front of the motor
when it’s running, broken parts usually exit the case in that
direction. Stay well off to the side!
There is nothing about these engines that is
earth shattering or cutting edge technology. An orderly approach
to modifications combined with attention to detail will result
in a product that’s up to the task at hand whether that be junior
dragster, go kart, or even rototiller.
The impact on your bottom line depends on your
ability to establish yourself in the market and convince the public
that your product is competitive in performance, reliability and
cost. It also depends on your ability to control your costs. But
the increase in equipment utilization and shop space for building
these small, higher horsepower engines could be the difference
needed to make the ink run black instead of red.
Thanks to VKE Motorsports, 3750 Wheeling
Street, Denver, CO, 303-371-5427, which provided much of the information
used in this article.












