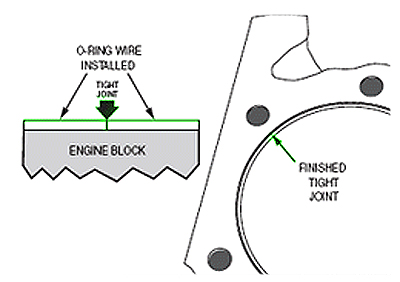
SCE Gaskets offers the following information about installing wire O-rings in the cylinder block.
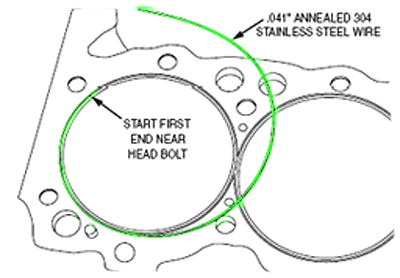
When installing O-rings there are two main considerations for placement:
The O-ring must be clear of the sealant beads on the head gasket where applicable. This will determine the maximum outer diameter of the O-ring.
The O-ring diameter and location must accommodate bore opening and combustion chamber size and shape. This will determine the minimum inside diameter of the O-ring.
Recommended O-ring protrusion is not more than 25 percent gasket thickness. Example: Gasket thickness .043?, O-ring protrusion height is .008? to .010?. This standard works with all thicknesses that are .050? and less. Gaskets that are thicker than .050? do not require ring height more than .012?.
If the combustion chamber or bore is so large that the O-rings will be placed less than .100? apart between cylinders, it is advisable to use a “figure 8” pattern for O-rings. This allows for moreeven clamping load over the entire head surface.
New head stud/bolts are recommended for proper gasket sealing. Threads must be in good condition other replace, a die can be used to remove old sealant and/or rust. Use a tap to clean threads in block. If threads are tapped through the deck, use care in sealing threads to prevent coolant migration up the bolt. If studs are to be used check for proper length so nuts do not “bottom out.” Always use quality hardened washer and thread lubricant to prevent galling.
Source: SCE Gaskets Inc.<http://www.scegasketsonline.com>