Installing Cam Bearings In Vintage Engines
I have found that building vintage engines can be fun and also challenging, especially the very early engines where assembly information was somewhat limited. Here is a suggestion that may be helpful when installing cam bearings in vintage engines: Save the old cam bearings, especially if the engine will be apart for an extended period of time.
When it comes time to install new cam bearings, you may forget how the oil holes line up in the block. My suggestion is to machine the old cam bearing on a sanding belt slightly for a slip fit. Place the bearing back into the block where it lines up properly. This should remove any doubt as to where the new bearing should be located, without ruining a costly new bearing.
Works for me, hope it does the same for you.
Thanks for a great magazine and Web information.
Will Stieve
Stieve’s Speed & Auto
Bristol, VA
Removing Pipe Plugs From Cylinder Blocks And Heads
When removing pipe plugs from blocks and cylinder heads with a female square drive, I use the largest torx bit that I can drive into the plug with a hammer. The shock of driving it in breaks the plug loose and the Torx bit bites really well. Sometimes heat is still required. This works 99.5% of the time.
Arus Kinney
Austin-Jordan Engines
Wyoming, MI
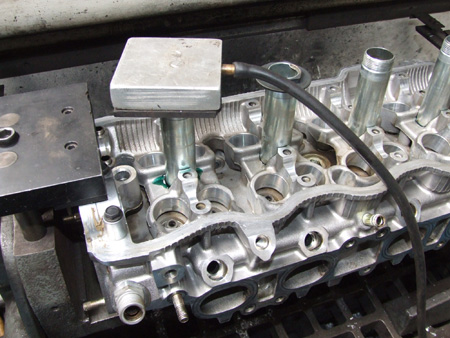 Spark Plug Tube Leak Repair
Spark Plug Tube Leak Repair
Here’s one of those things that you hardly ever think about, but every once in a while it will bite you in the behind. This is leaking spark plug tubes. More and more manufacturers are using them on overhead cam engines where the spark plug is located in the center of the head and a single cam cover is used to contain oil in the engine. At the factory the tubes are pressed into place as the head travels down the production line. A few drops of sealant are applied to the tube and then it is shoved into place.
Where we see a problem is when the head comes in for machining and there is a leaker that we don’t know about, and the customer may not know about it either. We do normal disassembly and cleaning processes to get the head ready for machining. Because the tubes are press fit, almost any thermal cleaning technique may degrade the seal to a point where the tubes may actually fall out, which is not a good thing.
The process at my shop is to use a vacuum pump to check the tube’s seal. First, the head must be clean and dry. A spark plug or rubber stopper must be inserted into the plug hole to prevent vacuum loss, and a rubber faced plate adapter is connected to the vacuum source over the spark plug tube. We check to see if the tube will hold vacuum for at least 10-15 seconds. If the pressure drops, or rises in this case, then we have a leaker. While the tube is under vacuum, we apply an after torque sealant around the tube and keep the vacuum on for two or three minutes to pull the low viscosity sealant into the voids around the tube.
Taking a couple of minutes to check this type of fault can add to your job time, but it is certainly preferable to removing the cylinder head a second time. In addition, if this was a problem when the head came in, you can now turn it into a profit center and also keep your customer happy.
John G. Edwards
Costa Mesa R & D Automotive Machine Shop
Costa Mesa, CA
RE: Debunking the 10 X 10 Crankshaft Myth for Customers
As a retired crank shop owner, I really enjoyed this article (Engine Builder Shop Solutions, March 2008) and was glad to see someone tackle the subject to clear up the myth. You are 100 percent correct that grinding a crank undersize only reduces strength a small amount. Additionally, I think I can clear up some of the origin of this myth.
First of all, in normal use or even high performance use, a used crankshaft will not “clean up” to standard specifications and will usually have to be ground to .010? undersize. The crankshaft has then remained 98+ percent as strong as new. The problem arises when “spinning” or “hammering” (knocking) a bearing. The crank will not clean up at .010? and must be ground down to .020? or more. A spun or hammered journal causes a crack in the majority of cases, even though it might not appear to be badly damaged.
In order to detect a crack, the crank must be crack checked or “magnafluxed.” Some crank rebuilders do not crack check their product and depend upon the “law of averages.”
The backyard mechanic/racer was right when he found that crankshafts ground past .010? would have a tendency to break, assuming it was because of the reduction in strength and not aware that it was cracked already when it came from the crank repair shop.
Like any other machine in an engine shop, a wet system crank checking set-up is only as good as its operator and only works if it is turned on.
Many thanks,
Fred Geisel
Ocala, FL
Engine Builder Shop Solutions is sponsored by Engine Pro,
a consortium of 14 engine parts specialist WDs operating 33 branch
locations serving engine builders/rebuilders across the U.S. Shop
Solutions published in each issue of Engine Builder Magazine are
awarded a $100 Visa Gift Card. Winners will be chosen by
the staff of Engine Builder Magazine and the Engine Pro Technical
Committee.
To submit a Shop Solution simply mail your entry
to Engine Builder Magazine, Shop Solutions, 3550 Embassy Parkway,
Akron, OH 44333; or email to Shop [email protected]. Shop
Solutions may also be emailed to [email protected].You must include
your name, shop name, shop address and shop telephone number. Submitted
Shop Solutions not published will be kept on file and reevaluated for
publication with each month’s new entries. If you include your email
address you will be emailed notification of publication if your Shop
Solution is chosen.












