Since you all indulged me last month with editorial musings, this
Since you all indulged me last month with editorial musings, this
month will be a couple of Practical Builder Tips (PBTs) that should
keep you out of hot water from time to time. They’re somewhat generic
but have been popping their ugly heads in all types of engines and they
have no manufacturer preference so no one is immune.
 First are tubular camshafts. They are light and hollow, they
First are tubular camshafts. They are light and hollow, they
have cam lobes positioned on a spline and then the tubing is swedged
into the lobe pieces. Frankly, these are the ones you still have a
tough time getting used to.
As we can all attest, a real man prefers to feel that solid heavy cast
iron or steel in his hand. At least you know that what you have was
machined out of one piece of metal, not some erector set creation that
some engineer dreamed up. Well, be that as it may, tubular camshafts
are here and they are here to stay.
Many of them will run live with oil running through the tube and
actually have small bleed holes in the cam lobes that enhance
lubrication to the follower regardless of the type. The concept is
great – but there is a very mundane and very important step that you
need follow whenever you clean these camshafts. That step is to clean
them THOROUGHLY. Too often, there is not a good inlet for you to
properly clean and brush out the ID of the tube-cam and you will likely
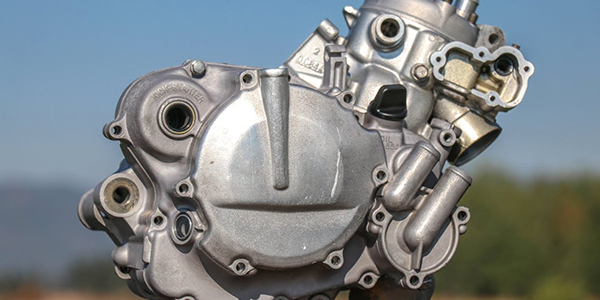
have to remove a soft plug in most of them (see Figure 1).
On the left you can see that there is a soft plug in the end of
this tube-cam and on the right you can see that there is a ledge to
determine drive depth. I strongly recommend that you measure the depth
prior to removal of the plug so that you know – regardless of a stop
being present – how deep to drive the plug back into the cam tube.
Another heads up on these camshafts is a warning that those soft
plugs are invariably some non-standard size, and you may have to go on
a journey to find the right one. A measurement prior to removal would
be a good idea here as well. Even with all the hassle it is a
worthwhile step. Cleanliness is next to Godliness when it comes engine
remanufacturing (see “When It Comes to ‘How Clean,’ Do You Really
Know?” page 34, November 2006.).
This next PBT covers a situation that’s a lot more common than
you may think, and can be the source of all kinds of engine failure
warranty dollars if you miss it. There are many engines out there
these days that are either single- or double- overhead cam engines, and
many of them use an oil pressure controlled chain tensioner. Belt-type
cam drives typically will use an independent hydraulic cylinder or be a
spring-loaded type.
What happens if you have an oil-fed tensioner that starts to
hemorrhage oil? You end up with a timing chain that becomes footloose
and fancy free and can cause the following small problems: a horrendous
noise and/or clatter, the chain slaps the timing cover and damages it
to the point of replacement; the cam timing can be messed up enough to
crash the valves; or worse yet, it can destroy a block. Suffice to say
there are going to be all kinds of problems that will arise.
Well, what if you did everything right and bought all new components?
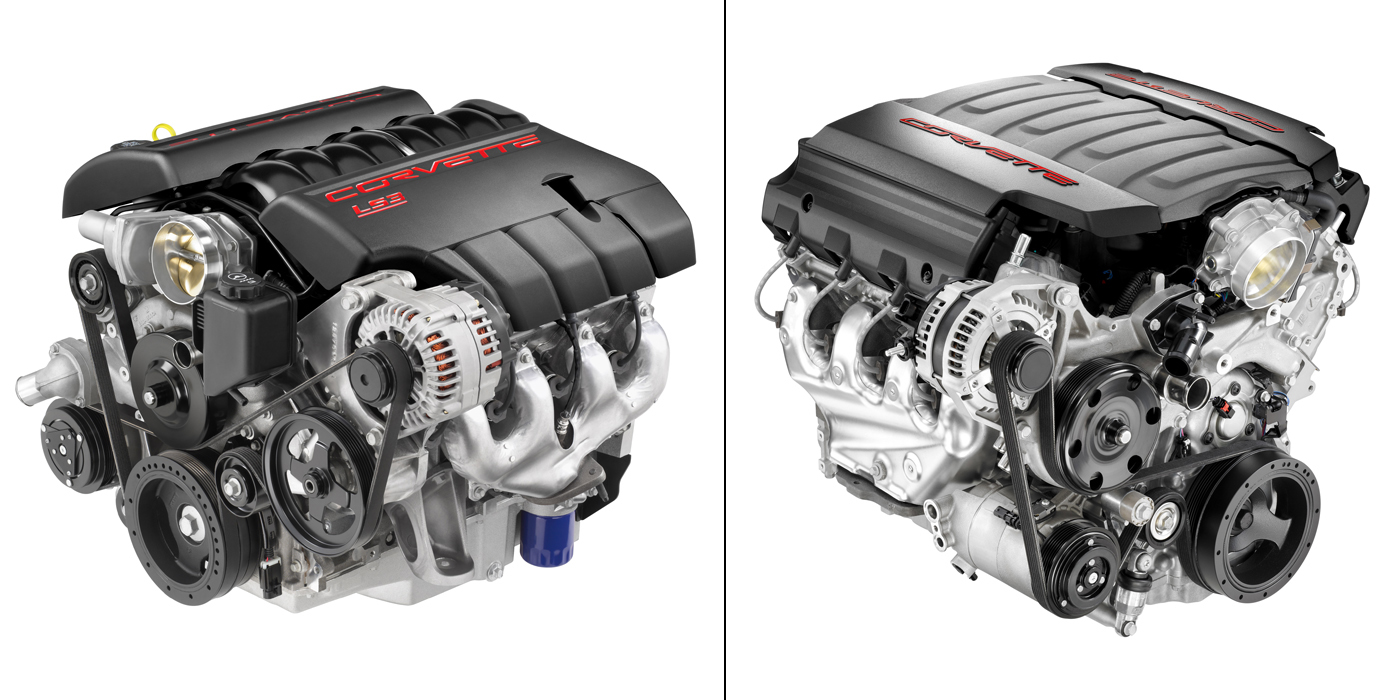
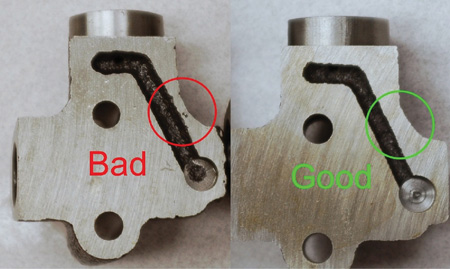
Take a look at Figure 2. The chain tensioner on the left
has a deficient casting. The area circled has a casting bubble and a
thin casting that will fail to properly seal against a block. The
tensioner on the right is what you are looking for. This will seal and
work properly and has no chance of oil hemorrhage.
Now before I start getting emails from every manufacturer in the
industry, let me say this: none of us is perfect and there is no slam.
This information is a pay attention “notice” for those of us out there
that have to use those components and want to avoid potential costly
warranties. That is why we all have quality control departments –
because we are not perfect but striving to get there each and every
day.
I have a friend with a life mantra that says “Seriously
Flawed But Improving Daily.” I like that because it says that though we
can never be perfect we should never stop working at trying to get
there. Kind of like golf, the game that you can never win but can only
get better at.
Remember, we’re all in this together.
Roy Berndt has decades of machine shop experience. He is the EDS Data Acquisition Contractor for the Production Engine Remanufacturers Association (PERA), and Program Manager for PROFormance Powertrain Products, a PER in Springfield, MO. You can reach Roy at [email protected].