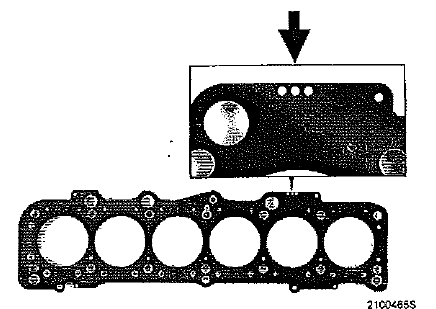
The new gasket is made of steei and uses the existing part number. The new steel gasket can be identified by the number of holes – one, two or three – as shown with arrows in the illustrations. The holes indicate the thickness of the gasket
Height of the piston above the surface of the cylinder block:
mm 0.67-0.60, 0.81- 0.90, 0.91-1.02
Gasket, 1, 2 , 3
# of holes
Thickness 1.50mm, 1.55mm, 1.60mm
P/N 9146007-1, 9146008-9, 9146009-7
Use the following torques and tightening sequence for the new steel cylinder head gasket. Use new bolts when installing. Washers do not need to be replaced. Lubricate degreased components prior to installation.
Note: If there Is coolant and/or oil present in the bottom of the hole, proper torque will be achieved. However, the bolt head will not be bottomed. Blow clean the bolt holes placing rag around air nozzle to prevent splash back. Run a bottoming tap or thread chaser thru hole to clean threads, blow clean again. Lubricate underside of bolt heads, washers and threads lightly with engine oil before installation.
The following tightening torques apply to oiled screws and nuts.
Tighten in four stages:
Stage 1 = 30 ft.lbs (40 Nm)
Stage 2 = 44 ft.lbs (60 Nm)
Stage 3 = 85 ft.lbs (75 Nm)
Stage 4 = protractor tighten 180° NOTE: Angle torque in one continuous movement.
The new steel cylinder head gaskets do not need retorqued.