Reducing Vibrations And Chatter
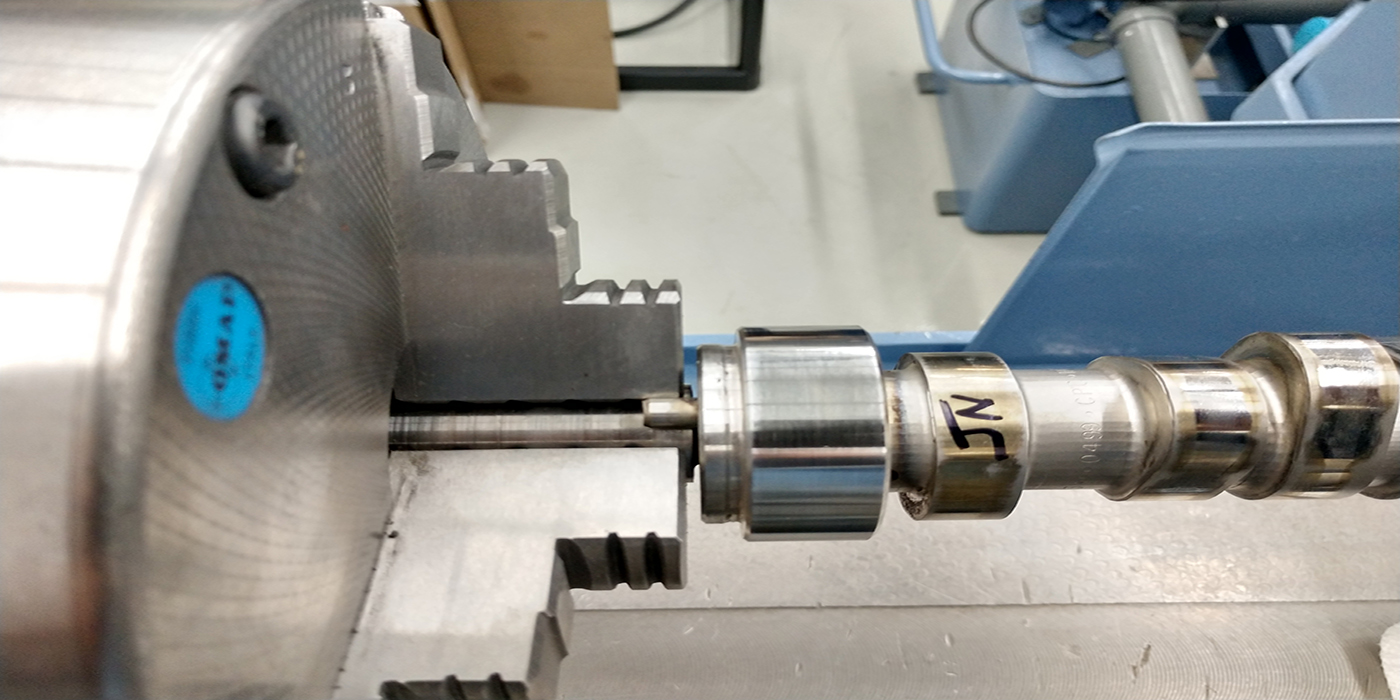
Vibrations when machining with extended length setups can not only cause chatter and premature tool failure, but also reduce spindle bearing life and lead to poor surface finish, dimensional control issues and premature tool wear. Shops are often forced to reduce cutting parameters to avoid chatter, decreasing productivity.
Chatter occurs when the waviness on the workpiece left by vibrations from the previous pass causes fluctuations in the cutting forces due to the variation of chip thickness. This variation then leads to more waviness and more chatter with each succeeding pass.
We have found that a simple and inexpensive cure for vibration is to cut up an old bicycle tube into flat sections long enough to wrap at least 3 to 4 times around the exposed shaft of the tool. Once wrapped, secure with cable ties. The vibration is absorbed by the rubber tube. It may take some experimentation to arrive at how many layers of wrapping are necessary for each setup. This method can be used for lathe tools as well as boring and milling tools.
Jim Kovach
Kovach & Associates
Performance Engine Building
Parma, OH
Measuring Valve Springs
From time to time we hear concerns about variations in the “free height” of valve springs. Free height is the height/length of a valve spring as measured before installation. It is not unusual for the free height of valve springs to vary considerably.
Engineers at a major U.S. valve spring manufacturer tell us that the free height dimension is only for reference, and may vary .100? or more from spring to spring. The important dimensions are “load height” and “solid height” which must be checked on a spring tester. To verify this, we checked sets of springs on a spring tester. They checked properly for load height and solid height, even though they varied in free height by over .100?.
Another concern we hear is that the paint stripe color sometimes varies on springs with the same part number. According to the same source, this does not mean that the springs are different.
Bob Mitchell
Engine Pro
Technical Department
High-Tech Business Card
 Every smart businessman carries business cards to distribute to potential customers. A business card can be a mini-resume about your business and should include as much pertinent information as you can jam on the front, back and inside of the card.
Every smart businessman carries business cards to distribute to potential customers. A business card can be a mini-resume about your business and should include as much pertinent information as you can jam on the front, back and inside of the card.
All business cards should include this basic information: Company name, address, phone number, your name, e-mail address and website address. A card from a progressive shop might also include hours of operation, certifications such as ASE, association logos, services performed, social media addresses such as Facebook, cell phone number, etc.
With the increasing popularity of smart phones there is a new way to share your information using QR codes. These funny looking printed squares can communicate a variety of information, including your website link, phone number, text message, or even a V-Card containing the same information you print on a business card.
Any smartphone with free bar code software can easily scan the image which will upload to their phone. While a business card may get shoved in a drawer or trashed, people typically keep their phone contacts forever.
QR code generators can be found for free on the web. Create a QR code for your website, one with your phone number and one with a V-card and use them on all your printed material.
Steve Rich
Sterling Bearing, Inc.
Kansas City, MO
Easier Valve Guide Installation
Here is a proven way of making valve guide installation into aluminum cylinder heads easier: First, freeze the valve guides. Second, heat the aluminum head in your hot tank. Then lubricate the valve guides and install them. Increased clearance from the heating and freezing makes installation a lot easier.
Greg Goss
Engine & Performance Warehouse
Denver, CO
Manufacturer Shop Solution: Ring Butting
Ring butting happens more often than most people realize. It can cause rapid wear and in severe cases it can destroy the entire engine. The basic cause is that the top ring gets extra hot and the ring end gap closes completely.
If the ring temperature stays the same or goes down, the only symptom may be shiny ring ends. If the ring temperature continues to increase, the ring increases pressure on the cylinder wall to the point of high wear, scuffing, or even sticking and breaking off the top land of the piston. It is not good to have loose pieces of anything in the cylinder.
The rim of the piston is usually the hottest piston area. If its temperature exceeds 600 degrees F it can become its own ignition center, causing runaway detonation.
Make sure your engine does not run lean at full power, don’t skimp on ring end gap, and choose fuel, compression ratio, camshaft and timing that keeps you out of the detonation zone.
John Erb
United Engine & Machine Co.
Carson City, NV
Manufacturer Shop Solution: How To Reduce Piston Scuffing
From time to time some engines with extremely efficient pans or pan evacuation systems have experienced scuffing on the valley side of the driver side pistons. This situation can be reduced or completely eliminated by adding a more generous radius to the bottom edge of those piston skirts only.
This has proven to retain more oil on those skirts and solve the problem in most cases. When in doubt call the manufacturer for recommendations regarding your specific applications.
Specifications supplied with pistons are fairly general and technical advisors are there to help you get the most performance and reliability possible from your specific combination for free.
Randy Gillis
Technical Sales
JE Pistons, Inc.
Huntington Beach, CA
Engine Builder Shop Solutions is sponsored by Engine Pro,
a group of 9 engine parts specialist WDs operating 30 branch
locations serving engine builders/rebuilders across the U.S. Shop
Solutions published in each issue of Engine Builder Magazine are a free one year membership to the Engine Rebuilders Council and a prepaid $100 Visa gift card. Winners will be chosen by
the staff of Engine Builder Magazine and the Engine Pro Technical
Committee.
To submit a Shop Solution simply mail your entry
to Engine Builder Magazine, Shop Solutions, 3550 Embassy Parkway,
Akron, OH 44333; or email to Shop [email protected]. Shop
Solutions may also be emailed to [email protected].
You must include
your name, shop name, shop address and shop telephone number. Submitted
Shop Solutions not published will be kept on file and reevaluated for
publication with each month’s new entries. If you include your email
address you will be emailed notification of publication if your Shop
Solution is chosen.