The wear shown in Figure 1 is an example of the damage that can result on a worn cylinder block. The cylinder block should be repaired prior to installing a new cylinder liner.
With newer engines developing higher cylinder pressures and horsepower, and older engines possibly having been overhauled a few times already, making sure the liner is properly supported is even more important. Some engines are being upgraded from an older aluminum piston to the newer steel piston designs and this can increase the demand for performance of cylinder components as well. Clearances in the newer technology steel pistons are much tighter than those of their older aluminum predecessors, so controlling the liner movement could head off an expensive failure.
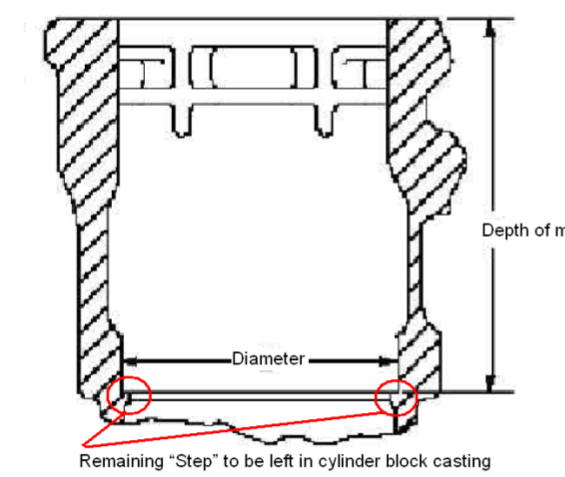
The process to repair the lower receiver bore is done with a “step” bore machining technique and a 4W6061 lower repair sleeve. To do this the cylinder block is machined to a specific oversized diameter and to a specific depth to create the proper press fit and a step in the block bore. The “Step,” as shown in Figure 2 helps retain the sleeve and creates a good seal when the sleeve bottoms out against it.
The oversized dimensions to be machined into the cylinder block (shown in Figure 2) to accept the 4W6061 repair sleeve and create the proper press fit are:
• Depth of machining is 8.826? +/-.010? (224.19 +/- 0.25mm)
• Diameter is 6.2205? +/- .001? (158.00 +/- 0.025mm)
To install the repair sleeve the block and sleeve must be clean and dry. Apply high strength Loctite® to the block and freeze the repair sleeve. Install the sleeve with the I.D. taper upward and hold in place until seated. Allow adequate time for the Loctite® to dry before finish machining.
Finish machining the I.D. of the installed repair sleeve to 6.059? +/- .002? (153.90 +/- 0.05mm)
As engines evolve and components improve it is always best to use the latest specifications and technical information before beginning the machining processes. These instructions and dimensions are the most current available as of this printing.
On CAT 3400 and C15 series engines you might also consider installing IPD’s unique “Crevice Seal” liner to help reduce liner movement. Contact IPD for more information concerning these liners or visit www.ipdparts.com.