
Getting ahead in the engine building business today requires working on a wide variety of different types of cylinder heads, everything from small air-cooled engines and pushrod V8s to multi-valve heads and diesels.
Most shops don’t have the luxury of specializing in only one type of engine. Most shops have to work on almost any kind of engine that comes through the door.
Late model passenger car engines with multi-valve cylinder heads and overhead cams can be time-consuming and challenging to work on because of the smaller valves and guides and the complexities of the head itself.
There’s almost no margin for error when machining valve seats and replacing guides.
It’s the same situation with performance work. The valve work you do has to be perfect for the head to hold up in a high heat, high RPM racing application.
Every valve seat has to be concentric, hold compression and make good contact with the valve to provide proper cooling. Valve stem-to-guide clearances must be within specifications for proper lubrication and oil control.
Mismatched seat angles or widths, misaligned guides, improper installed valve heights, chatter marks or undulations on the valve seats or seats that are too tight or too loose can all cause problems that will hurt your reputation and bottom line.
If you can’t blame it on “operator error” (everybody makes mistakes, right?), it could be your equipment isn’t up to the task. Old worn out cylinder head equipment just won’t cut it (literally) with today’s high precision engines.
If high quality head work is a cornerstone of your business, you should review your current situation to see if an equipment upgrade could improve not only the quality but also the quantity of your work.
A new state-of-the-art valve guide and seat machine, cylinder head machining center or even a multi-purpose CNC machining center could take your business to a higher level and open up new business opportunities at the same time.
You may not need all the bells and whistles that a high end CNC machining center offers, but making the switch to digital controls and/or automated procedures can certainly step up the accuracy and consistency of the work you do. The programmability of a digital computer allows routine operations to be automated. This provides repeatability that can’t be matched by a manual machine even with a highly skilled human operator.
CNC allows the operator to program the rate at which the machine feeds the tooling down onto the seat, the depth of the cut, and the speed, dwell and time of the cut for a perfect seat every time.
Some machines also allow multiple seat angles to be programmed and cut with a single point bit. Others use a multi-angle cutter to machine a traditional 3-angle valve job in one step. Not only does this improve consistency, it also helps eliminate chatter that can leave marks or undulations on valve seat surfaces that cause compression leaks.
Hard seats such as Stellite, chromium, cobalt, tungsten or nickel alloys that are commonly used in many diesel engines can be difficult to machine consistently without automated controls.
The profile of the valve seats will depend on what you are trying to achieve. A single cut, 45-degree seat may be all that’s needed for a low output stock engine.
But on a high performance engine, a multi-angle valve job is an absolute must to optimize the breathing potential of the cylinder head.

Photo courtesy of Serdi Machines.
The commonly used 30-45-60 degree three angle performance cut certainly flows better than a seat with a single 45-degree cut.
But more angles generally flow better. Adding additional cuts under the seat, and using steeper angles for the lower cuts generally helps the airflow numbers even more. Seat cutters with various 3-, 4- or multi-angle or radius profiles are available so you can cut almost any valve seat angle in a single pass.
Depending on the level of automation, many CNC machines will retract the tooling after a seat has been cut, reposition the powerhead or cylinder head to align the tooling with the next valve seat, and repeat the process until all the seats in a cylinder head are finished – all without operator supervision or control. The machine does the work while the operator uses his time for other tasks in the shop.
This allows the operator to generate more billable work in an 8-hour shift, and for your shop to process more jobs more profitably than ever before.
Most CNC machines come with factory training and setup assistance so you can be up and running fairly quickly. If you are not doing complicated 5-axis head porting or CAD/CAM design work with a full-blown CNC machining center, valve work should be a piece of cake. All you are programming the machine to do is come down, cut the seat and move on to the next seat.
In addition to cutting valve seats, CNC – as well as manual cylinder head machines – can be used for a variety of other head repairs too. This includes machining heads to accept oversized seats or seat inserts, reaming or replacing valve guides, resurfacing spring seats, machining the recessed bores for overhead cam buckets, or drilling out and replacing broken bolts and studs.
With respect to accuracy, you can never be too accurate when it comes to valve seat concentricity with respect to the center line of each valve guide.
When a valve seat is not concentric with the valve guide, misalignment may prevent the valve from sealing tightly causing a compression leak.
Lack of concentricity can also cause the valve stem to flex slightly every time the valve opens and closes. Over thousands of miles, this may lead to fatigue failure of the valve stem. A nonconcentric seat can also cause one side of the valve to run hotter than the other, increasing the risk of valve burning and seat erosion.

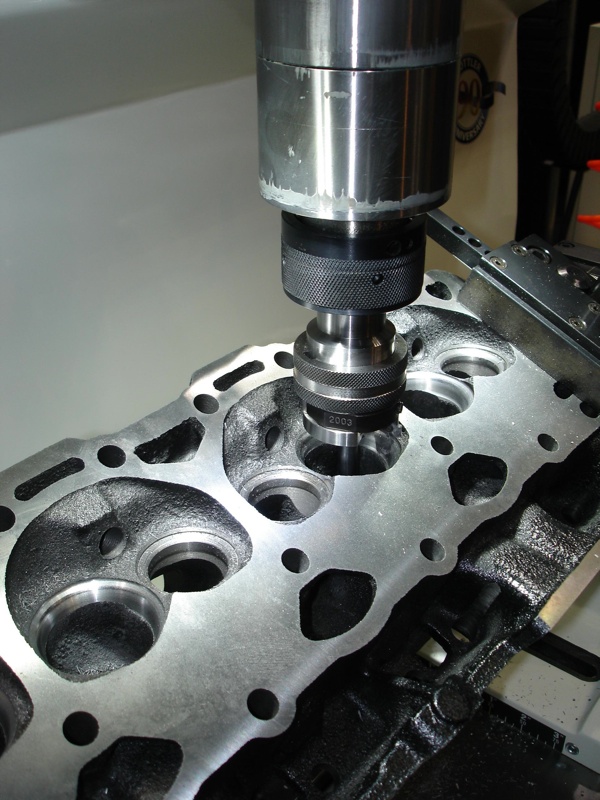
Many factors can affect valve seat concentricity. Many people prefer to use a dead (fixed) pilot rather than a live pilot when machining seats to minimize movement between the pilot and guide.
A live pilot turns with the tooling so there must be a little clearance between the pilot and guide to the pilot can spin freely. Even if there is only 0.0001 inch of clearance between the pilot and guide, it may allow the tooling to wobble slightly as it cuts the seat resulting in an out-of-round (nonconcentric) seat.
Some cylinder head machines use a spindle design that allows a live pilot to act like a fixed pilot. The tooling that is attached to the spindle has a straight pilot with a spring-loaded tapered upper section.
The pilot fits into the guide to center the tooling, but doesn’t rotate like a live pilot when the seat is cut. Some machines do not use spring-loaded pilots while others use a ball-mount mechanism for quick centering of the pilot.
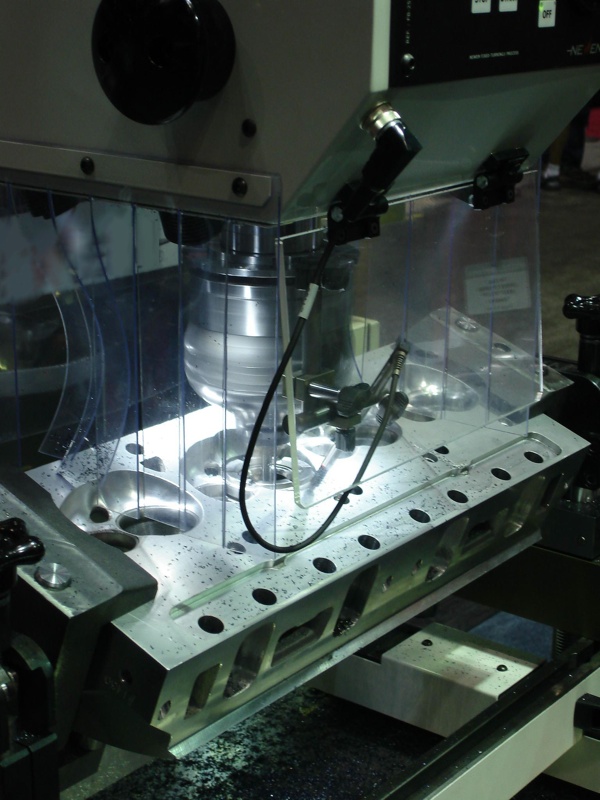
Regardless of what type of pilot system is used, valve concentricity should be checked with a gauge. A simple vacuum check can also be used with a valve installed to see if the seat holds a tight seal.
Many cylinder head machines have a floating powerhead that makes head repositioning fast and easy. Air pressure lifts the head and allows it to be easily tilted and slid into position.
The powerhead floats on flat ways, which adjust front to back and side to side. A tilting powerhead allows the spindle to be quickly aligned to the guides in the cylinder head, which is really handy when working on heads with canted valves.
Machines with a fixed-position powerhead use a floating air table that allows you to slide the head under the spindle so the guides can be aligned with the tooling. Fixturing should allow you to easily rotate the head 360 degrees for machining any surface or guide angle.
A cylinder head machine that has a floating air powerhead will be faster and easier to setup and use than a basic “drill press” type of machine that has an air table to reposition the head.
The type of pilots you are using and how long it takes to change or reposition pilots will also be a factor that affects productivity and work flow. The faster and easier the equipment is to use, the more work you can get done with the limited number of man hours that are available in any given work shift.
Versatility is also important when you are upgrading equipment. Ideally, you want a cylinder head machine that can handle a wide variety of shapes and sizes, everything from small one-cylinder heads to large diesel heads.
You don’t need a machine that can handle an oversized Cummins or Caterpillar head if you only work on passenger cars and light trucks.
On the other hand, if there’s a need for heavy-duty diesel work in your area that is not being met by other shops, buying a machine that can handle oversized heads may allow you to expand your customer base.
Fleet customers pay big bucks for diesel head work and won’t haggle prices as much as your typical automotive customer. There’s less competition for diesel repair dollars so there’s more room for profitability.
Versatility may also include the ability to do other kinds of work, like surfacing heads and blocks and/or line boring.
A multi-purpose machining center is a major investment, but it allows a single machine to do the work of several dedicated machines. If limited floor space is an issue, it might allow you to replace several older machines with one new machine.
This approach also works well with a small volume custom shop if you don’t have to be do milling or boring work simultaneously.
You can do one process at a time and simply change the tooling head and control inputs to proceed on to the next process.
Cost is always a factor when a new equipment purchase is involved.
Whether you are buying a basic valve guide and seat machine, a more expensive unit with a floating powerhead and digital controls or a full-blown CNC machining center, the equipment has to pay for itself one of several ways: by improving quality (fewer problems and comebacks), by improving productivity (more jobs completed in less time) and/or by generating new business.
Improving your reputation for doing quality work can itself bring in more business. Likewise, having the ability to turn jobs around more quickly may bring you customers who can’t wait days or weeks for another shop to do their heads.











