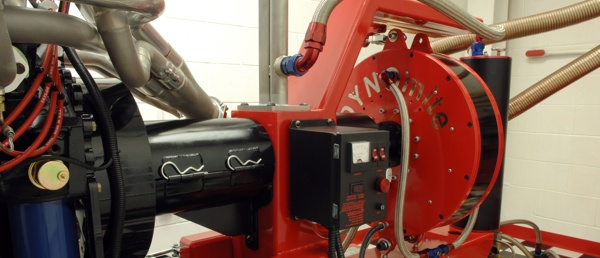
Photo courtesy of Land & Sea
Any engine builder that is doing performance work or high volume engine building can benefit from owning an engine dynamometer.
A dyno is not just a tool for plotting horsepower and torque curves. It’s also a tuning tool for plotting and adjusting fuel mixture and ignition calibration. It’s also a quality control tool to assure proper engine break-in, valvetrain adjustments and to verify things like compression, ring seating and gasket sealing. It can also be used as a performance and/or durability research tool to figure out what kind of modifications produce the desired results and which ones don’t. Finally, a dyno can also be used as a marketing tool to promote your expertise and capabilities as an engine builder.
By comparison, a flow bench is primarily a research and development tool. It’s used to measure airflow through a cylinder head, carburetor, throttle body or manifold. Airflow numbers will tell you whether or not you are increasing airflow with various modifications, and if so by how much. A flow bench can help you develop port configurations that flow more air at specific valve lifts. It can also be used to verify CNC ported heads are actually delivering the flow numbers claimed by their suppliers. And like an engine dyno, a flow bench can also be used as a marketing tool to promote your expertise and capabilities as a head porter and performance engine builder.
People who don’t use dynos to test and tune the engines they build or the parts they modify may tend to exaggerate their power and flow numbers. Bigger is better boosts sales, right? That’s true if the numbers are accurate. But if the engine or modified parts don’t actually perform as claimed, it can undermine credibility and future sales. Using a dyno to plot accurate horsepower and torque numbers, or a flow bench to measure cubic feet per minute airflow values at various valve openings provides “proof” that the claimed results are real and not the figment of somebody’s imagination.
Return On Investment
Can you make money with a dyno? Charging for dyno time is only one part of the financial equation for maximizing your return on investment when you purchase a dyno. Quality control also helps with the payback. Having the ability to control engine break-in and the initial valvetrain, ignition timing and fuel adjustments can greatly reduce the risk of “installer error” causing an engine failure once the customer has taken delivery of the engine. When the engine goes out the door, you know the camshaft is broken in, the rings have seated, it’s getting good oil pressure, it’s not leaking oil, coolant or vacuum, and the initial valvetrain, timing and fuel adjustments are all within acceptable limits for its intended use. You can’t control what happens beyond that point, but you can assure yourself and your customer that up to this point everything has been done right.
Having a dyno can also bring new business in the door, especially customers who want “more power” and will pay for dyno development work on their motor. The same goes for having a flow bench. Using these tools to market your services can add to your bottom line as well as your expertise and reputation.
 Choosing A Dyno
Choosing A Dyno
There are a variety of different types of dynos from which to choose. Most of our readers would find an engine dyno to be more useful than a chassis dyno. Both can measure horsepower and torque, but a chassis dyno measures power at the drive wheels rather than the flywheel. Chassis dyno readings are always going to be about 15 percent lower with a manual transmission and as much as 20 percent less with an automatic than the readings on an engine dyno because of power losses in the drivetrain.
Either type of dyno can be used for collecting sensor data, engine tuning and verifying performance, but a chassis dyno is for testing installed engines. Speed shops often use dynos to market various aftermarket bolt-on modifications such as performance induction and exhaust systems and PCM tuning, and to attract customers who want to see how much rear-wheel horsepower their car or truck is making. But for serious engine development and testing work, you’ll need a dedicated engine dynamometer.
Most dyno suppliers will help you figure out which of their products best matches your needs. Some sell prepackaged dyno systems with standard features while others offer custom dyno systems built to your specifications. Either way, it’s best to let them help you decide which dyno will be right for you.
A dyno creates a calibrated amount of resistance while the engine is running to measure horsepower and torque. Most entry-level engine dynos use a water brake power absorber to create resistance. A water brake is similar to a torque converter. Inside the water brake housing is a pump (rotor) and a stator. The housing is filled with water (flow is controlled by an inlet or outlet valve). A short driveshaft from the engine connects to the input shaft on the water brake, which turns the pump rotor inside. The spinning rotor throws water against the stator blades which “twists” the power absorber in its cradle. The dyno then measures the twisting force electronically with a load cell to calculate the engine’s horsepower and torque output at various engine speeds.
Water brake engine dynos are generally the least expensive of the various types that are available, with some selling for as little as $15,000 or less depending on the power rating and capabilities of the dyno. However, most shops will end up investing $25,000 to $35,000 or more for a typical engine dyno setup — and up to $65,000 or more for a high-end unit capable of handling high horsepower (over 1,500 hp) gas and diesel engines.
Water brake dynos offer good value for the money as well as reliability. But some power absorbers may have to be rebuilt every few years to replace worn seals and bearings depending on how much the dyno is used. Water brakes also generate a lot of heat, which requires cooling and plumbing connections to circulate water through the unit.
The next step up from a water brake dyno would be an eddy current dyno. An eddy current dyno may cost several times as much as a water brake dyno depending on the power rating. Some eddy current dynos are air-cooled and others are water-cooled. Either way, the advantages of an eddy current dyno are typically faster response time, greater control especially at lower engine speeds and loads, a greater repeatability. Resistance is created by spinning a steel disc in a strong magnetic field. Maintenance is minimal and most eddy current dynos will last for many years.
 The “Cadillac”of engine dynos is an AC dyno, which uses a bidirectional alternating current electric motor as the power absorber. With this setup, the dyno can spin and start the engine, create very precisely calibrated resistance during the dyno run, and even use the engine’s output to generate electricity, which can be fed back into the power grid to cut your electric bill. Unfortunately, many AC dynos are high-end units used typically by original equipment engine manufacturers or big name performance engine builders who have really deep pockets and a well-heeled client base. Many of these units cost several hundred thousand dollars depending on the instrumentation and power rating, but some less expensive AC dynos are available for under $100,000.
The “Cadillac”of engine dynos is an AC dyno, which uses a bidirectional alternating current electric motor as the power absorber. With this setup, the dyno can spin and start the engine, create very precisely calibrated resistance during the dyno run, and even use the engine’s output to generate electricity, which can be fed back into the power grid to cut your electric bill. Unfortunately, many AC dynos are high-end units used typically by original equipment engine manufacturers or big name performance engine builders who have really deep pockets and a well-heeled client base. Many of these units cost several hundred thousand dollars depending on the instrumentation and power rating, but some less expensive AC dynos are available for under $100,000.
If you are considering adding a dyno to your shop, your first order of business is to figure out what your present needs are as well as what your future needs might be. If you’re only doing street performance engines or Saturday night dirt track engines for a local customer base, you might not need anything more than a basic dyno capable of handling engines up to 500 to 600 horsepower. On the other hand, if you anticipate expanding your business into higher dollar forms of racing, truck or tractor pulling, you should buy a dyno with a higher power rating that’s capable of handling more powerful engines.
Instrumentation, data acquisition and software capabilities also have to be considered. For basic engine break-in and tuning, you don’t need a lot of sensors or channels. But for serious development work, the more channels the better. You may also want software that can automate engine break-in and calibration procedures. Mapping the ignition and fuel curves on engines with electronic ignition and fuel injection is just as important as changing springs and weights in an old fashioned distributor and sizing the jets in a carburetor. With electronic engine management, ignition timing and fuel mixture needs to be mapped out at various RPM points and throttle positions. The more points that are plotted in the map, the better the engine will run under all conditions with fewer transitional issues.
Most of the aftermarket bolt-on electronic fuel injection systems today have “self-tuning” control modules that use an oxygen sensor and throttle position sensor for feedback fuel control and learning. These are designed primarily for do-it-yourselfers and for street performance applications. As the vehicle is driven, the control module gradually self-corrects ignition timing and fuel trim until the engine runs really well. This may take several days of driving, and even then the system may require some additional tweaking to really optimize engine performance. The same thing can be done on an engine dyno or chassis dyno much more quickly and easily.
For custom engine work and tuning, hacking into the powertrain control module with a laptop computer is usually necessary to change the fuel and ignition maps. You can’t just change things willy nilly and expect the engine to perform better. The changes have to be based on what the engine is actually doing at specific RPMs and throttle positions — and that requires a dyno with data acquisition capabilities.
Aftermarket “tuner tools” that plug into the OBDII diagnostic connector can load a custom engine tune into a vehicle’s computer. Most of these performance tunes are based on specific modifications for a specific engine/vehicle application. Some tuner tools also allow the user to play around with various settings, and some tuner tool suppliers can provide custom tunes based on additional modifications that have been made to an engine (such as a different cam, cylinder heads, etc.). These tunes are based on experience and/or previous development work that’s already been done on a dyno. Even so, these prepackaged tunes are no substitute for actually running an engine on a dyno and fine tuning it throughout its RPM range. A dyno lets you develop your own baseline calibrations and tuning modifications based on what the engine is actually doing.
 Dyno Installation
Dyno Installation
Once you’ve decided on a particular dyno, you have to figure out where you’re going to put it. Running a dyno in an open shop environment is NOT a good idea for a variety of reasons: noise, safety and repeatability. The best location for an engine dyno is inside an enclosed cell or room with a controlled environment, proper ventilation (both intake and exhaust) and adequate sound insulation.
In some areas, there may be local noise ordinances that require a muffled exhaust (hospital generator mufflers are a good solution for keeping the noise down). You also don’t want any neighbors complaining every time you fire up an engine on the dyno for a test run.
Some dyno suppliers can provide a prefab dyno cell while others work with outside suppliers who provide a prefab cell or will build you a custom cell. Or, you can build your own dyno cell. The minimum recommended dimensions for a typical automotive dyno test cell are 8 x 12 with an 8-foot ceiling. The cell should provide enough room for maneuvering an engine into place, making all the wiring and plumbing connections to the engine, and for adjusting or changing parts while the engine is in the cell. The cell should also have good lighting and an access door that is large enough to handle any sized engine you are likely to work on.
Creating a dyno cell isn’t as easy as nailing together some 2x4s and covering them with double sheets of 5/8 gypsum drywall, or stacking up some cinder blocks and tacking on a roof and some ductwork. For accuracy and repeatability, their air supply in the cell should be a fairly consistent temperature, which usually means pulling in air from the shop environment rather than outside air (too much temperature and humidity variability). You also want plenty of airflow through the cell to prevent heat buildup and air contamination during a test run. Some dyno suppliers recommend a minimum airflow of 10,000 cubic feet per minute, or roughly 2,000 CFM for every 100 hp of engine output. Others recommend a minimum air exchange rate of six to ten times a minute. This usually requires a powerful exhaust fan to pull air through the cell and out the exhaust duct. Induction air to the engine should be separate from ventilation air in the cell. Engine exhaust should be routed through its own plumbing and ductwork. If you can smell fumes in the room after a run, you’ve got exhaust leaks and/or not enough airflow.
Your dyno cell should also be capable of containing any fires or explosions that may occur while an engine is running in the cell. Fire extinguishers are a must, and some fire codes may require you to install a sprinkler system or halogen gas fire suppression system to extinguish any blazes before they get out of control. The fuel supply should be located outside the cell. The cell should also be strong enough to contain any debris or shrapnel that might be thrown off an engine during a dyno mishap (it happens!).
Water brake engine dynos require a certain level of water flow and pressure, say 40 to 50 PSI for good flow through the power absorber. Make sure the pump is large enough to handle the load (a 5 hp water pump is better than a 3 hp pump).
It’s always a good idea to have a field service representative from the dyno company inspect a dyno installation to make sure everything is setup properly so the dyno will give accurate and repeatable results. A water valve that’s the wrong size, plumbing that’s undersized, or an air duct that is poorly located or not large enough to provide adequate airflow can affect test results and repeatability.
Most dyno suppliers offer training, either at their company location or on site. On site is best (if available) to make sure the training fits the kind of dyno work you are actually doing. Training typically lasts a couple of days and covers basic dyno hookups and operation. Learning how to use correction factors properly is also essential since these skew the test results. If you want accurate back-to-back before-and-after test results, you have to minimize variables and compensate for changes in temperature, air pressure and humidity.
Once your dyno is up and running, you can promote your dyno capabilities as you gain knowledge and experience with the equipment. At some point you may want to add more data acquisition capabilities and channels, or update your software to include more test perimeters or automated test procedures. Dyno software keeps improving and evolving, allowing you to grow your capabilities with various add-ons and upgrades as your needs change. There’s always something new to consider, so keep your options open and your dyno humming.












