

A cracked cylinder head or engine block may or may not be bad news depending on the size and location of the crack(s), the value of the casting and what it will take to fix the crack(s) versus what it would cost you to replace the casting. A relatively common casting that is badly cracked is probably not worth the time and effort to repair it, assuming you can find another clean casting at a reasonable price.
On the other hand, if you’ve discovered cracks in a late model cylinder head or block that’s relatively pricey or hard to find, it may be more economical to fix the casting using the proper crack repair techniques. To spoil the conclusion of this article, it comes down to weighing the cost of repairing a cracked casting against the cost to replace it.
Of course, there’s more to the story than just the end. Anytime you are rebuilding a used, high mileage engine, the head and block should always be carefully inspected for cracks. Magnetic particle inspection techniques will reveal most surface cracks down to a depth of about a quarter of an inch on cast iron blocks and heads. But some areas can be difficult to inspect with magnetic particle detection alone, so pressure testing is recommended to check for “hidden” cracks in intake and exhaust ports and water jackets.
With aluminum castings, cracks and porosity leaks are usually found by using penetrating dyes and/or pressure testing. Pressure testing at 10 to 40 PSI will usually uncover any porosity leaks or cracks that are worth worrying about. There’s no need to use a higher pressure because most leaks that occur at normal operating temperatures and pressures will show up with 10 to 40 PSI of air pressure. Submerging a casting in hot water while pressure testing it is another technique that can uncover cracks and porosity leaks that might otherwise be overlooked at room temperature.
Once a crack or leak has been identified, it’s important to inspect the casting closely to determine the full extent of the crack. Cracks that are visible on the surface of a casting often extend some distance under the surface in both directions. So when making crack repairs, don’t assume a crack ends where the surface appears solid because it may extend under the surface like the roots of a tree.
The repair technique for fixing a crack will depend on the type of metal (cast iron or aluminum), the location of the crack (a stressed or non-stressed area), and the size of the crack.
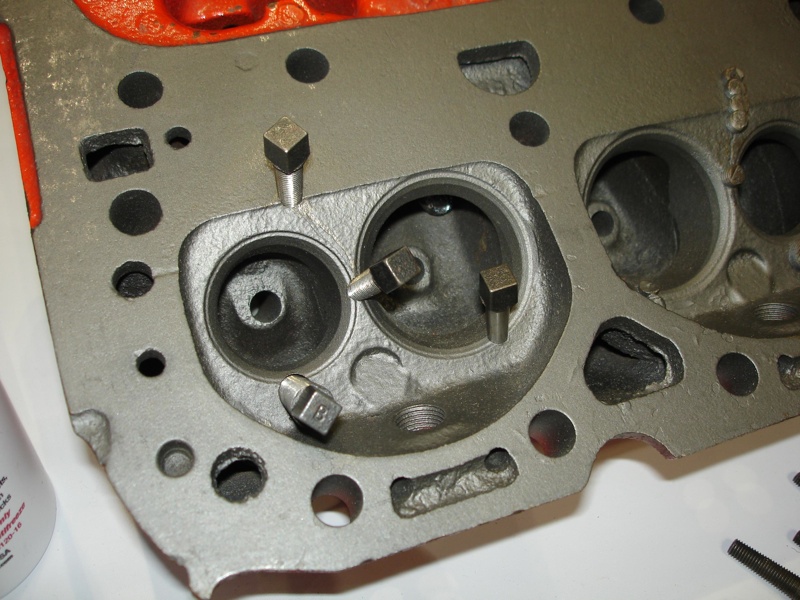
Cracks typically appear in the most highly stressed areas of a casting. These include the areas between the valve seats in a cylinder head, the area between the valve seats and spark plug hole, the deck area between combustion chambers, the top center area of the head, and the exhaust ports. Cracks can start in the combustion chamber and extend into intake or exhaust ports, or radiate from blind holes, open bolt holes or valve guides.
Cracks in the block can occur between the cylinders on the deck surface, in the cylinder walls or in the web area around the main bores and crankshaft. You might also find cracks around the lifter bores or cam bores, or even in the sides or corders of the block near motor mounts or expansion plug openings.
The greater the thermal stress and/or mechanical load on a particular area of a casting, the more likely it is to crack – especially if the casting is relatively thin.
Brand new castings are usually assumed to be crack-free but defects in the casting, improper cooling after the part was cast can result in cracks, too. A more common problem with new aluminum castings is porosity leaks. That’s why new castings should be inspected just as carefully as used, high mileage castings to make sure there are no cracks or porosity leaks that will cause problems later on.
Something else to keep in mind about cracks is that they are often the result of too much heat. A leaky head gasket, water pump, radiator or coolant hose may have allowed a loss of coolant that eventually caused the engine to run hot and overheat. An exhaust restriction caused by a partially plugged catalytic converter (or particulate filter on a diesel engine) can also back up heat in an engine. So it’s important to identify and eliminate anything that might have caused the engine to overheat before it is put back in service – otherwise your crack repairs may be short lived.
Hot or Cold Repairs
 Crack repairs can be made cold (pinning) or hot (welding and brazing). The method used will depend on the size of the crack and the type of casting (cast iron or aluminum). The main advantage of making cold crack repairs is that it requires no heat. No heat means no extra time needed to preheat and post cool the casting, and presents no danger of warping or distorting the casting. Heating a cylinder head or block causes it to expand, which in turn creates thermal stress in the metal that may lead to subsequent cracking when the metal cools – especially if it cools too quickly.
Crack repairs can be made cold (pinning) or hot (welding and brazing). The method used will depend on the size of the crack and the type of casting (cast iron or aluminum). The main advantage of making cold crack repairs is that it requires no heat. No heat means no extra time needed to preheat and post cool the casting, and presents no danger of warping or distorting the casting. Heating a cylinder head or block causes it to expand, which in turn creates thermal stress in the metal that may lead to subsequent cracking when the metal cools – especially if it cools too quickly.
With pinning, there’s also less concern about making sure the metal around the crack is perfectly clean. Any type of welding requires a perfectly clean surface that must be free of contaminants such as grease, oil or dirt. This means the casting must be pre-cleaned before it can be welded. Also, welding requires grinding out the crack with a die grinder so new metal can fill the void and fuse to the metal on either side of the crack.
With cast iron heads and blocks, 80 percent of cracks can usually be repaired with iron or steel pins or tapered plugs while 20 percent of cracks will require furnace welding, flame spray welding or brazing. With aluminum heads and blocks, it’s just the opposite. About 80 percent of cracks are repaired by tungsten inert gas (TIG) welding while 20 percent of cracks are repaired with aluminum pins or plugs.
 Small porosity leaks in aluminum can often be easily plugged with a single pin or tapered plug. Cracks in an aluminum head or block, on the other hand, are much more difficult to repair by pinning because aluminum is a softer metal than cast iron so the pins and plugs can’t achieve as much “bite” as they do in an iron casting. Pinning can provide a satisfactory repair on small cracks in non-stressed areas but are usually not recommended for large cracks or cracks near the valve seats. Welding is usually the preferred repair technique because aluminum is relatively easy to weld compared to cast iron. A TIG welder with an argon or helium gas supply can fill in most cracks easily and quickly.
Small porosity leaks in aluminum can often be easily plugged with a single pin or tapered plug. Cracks in an aluminum head or block, on the other hand, are much more difficult to repair by pinning because aluminum is a softer metal than cast iron so the pins and plugs can’t achieve as much “bite” as they do in an iron casting. Pinning can provide a satisfactory repair on small cracks in non-stressed areas but are usually not recommended for large cracks or cracks near the valve seats. Welding is usually the preferred repair technique because aluminum is relatively easy to weld compared to cast iron. A TIG welder with an argon or helium gas supply can fill in most cracks easily and quickly.
Another cold repair technique that can be used on areas that are outside the combustion chamber or on exterior casting surfaces is to fill cracks with a high temperature epoxy. Many epoxies can provide a strong and long-lasting repair. Metal-filled epoxies may even be drilled and tapped to restore broken bolt bosses. The key to using epoxies correctly is to make sure the surface of the metal is perfectly clean, dry and free of any oil or coolant. The surface should also be slightly roughened by grinding or sand blasting so the epoxy can adhere to the surface. Most epoxies will set fairly quickly (15 minutes or less) but typically take 24 hours to fully cure.
Pinning Techniques
 Different types of threaded pins or tapered plugs can be used for crack repairs. Use aluminum pins on aluminum heads and blocks, and cast iron or steel pins on cast iron heads and blocks.
Different types of threaded pins or tapered plugs can be used for crack repairs. Use aluminum pins on aluminum heads and blocks, and cast iron or steel pins on cast iron heads and blocks.
Straight threaded pins are installed by drilling, tapping and screwing in overlapping pins. The holes for adjacent pins are drilled to overlap slightly, which helps lock each pin in place. The best results are often achieved by starting in the center of a crack and working towards the end of the crack as opposed to starting at one end of the crack and working towards the other end. Starting in the center helps spread the stresses outward as you work toward each end of the crack.
Straight threaded pins won’t seal a crack unless a heat-resistant, ceramic-based thread sealer is applied to the threads and the tops of the pins are peened over. Don’t use ordinary anaerobic thread sealer on pins in or around the combustion chamber or exhaust ports because it can’t take the heat.
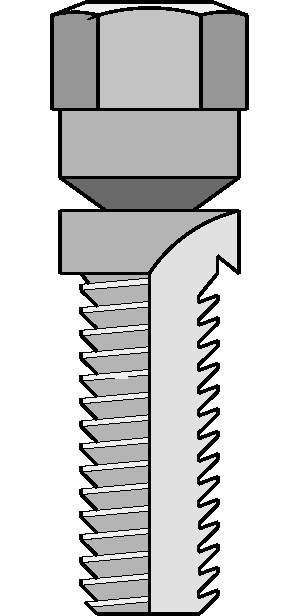
Another type of straight threaded pin uses a special directional thread with a shoulder at the top of the pin. The upward rake of the threads produces a pinching or clamping effect when the pin is tightened. This allows the pin to grip the adjacent metal more tightly, which works well with thin wall castings. Special taps are required with this type of locking pin to form the threads in each drilled hole. It’s a two-step process, starting with a roughing tap and followed by a finishing tap.

Tapered pins or plugs are installed in essentially the same manner except that the depth of the pin is more critical for a proper fit. A tapered pin is narrower at the bottom and wider at the top. It works like a threaded pipe plug and wedges itself into the hole as it is tightened. Tapered plugs require a special tap. Once each plug has been installed, the top must be cut or ground off.
Some threaded pins have tops that are designed to snap off when the plug is tightened. This saves the extra step of having to trim off the top of the plug, but the torque on the plug can vary depending on the diameter of the plug and the thickness of the casting.
For cracks that may spread under heat or load, “locks” can be placed at intervals along the crack to stitch and hold the crack together. Some locks have a bowtie shape while others are shaped like a string of flattened beads. Locks are installed across the crack (perpendicular to the crack) like shoe laces, with the remainder of the crack filled in with overlapping pins.
The final step in a cold crack repair is to peen over the tops of the pins or plugs with a blunt tool bit in an air hammer. Peening deforms the tops of the pins and helps blend them into the surrounding metal. Peening also compresses the upper threads for a leak-free seal. The pins can then be ground flush as needed, followed by more peening to make an almost invisible repair.
Once the repairs have been completed on a cylinder head, the head should again be pressure tested to make sure there are no leaks. If there are small leaks, they can often be fixed by additional peening and/or installing additional pins. Also, don’t use too much air pressure to retest a head as this may push out the thread sealer before it has fully cured.
Welding Options
 If a cracked head or block can’t be repaired by filling the cracks with pins or plugs, welding is another option. For cast iron heads, this includes furnace welding, flame spray welding or brazing. With aluminum heads, it would be TIG welding.
If a cracked head or block can’t be repaired by filling the cracks with pins or plugs, welding is another option. For cast iron heads, this includes furnace welding, flame spray welding or brazing. With aluminum heads, it would be TIG welding.
Furnace welding requires a skilled welder and preheating the head in an oven to 1,000 to 1,400 degrees F (medium red color). The head must be perfectly clean and the valve guides, seats and any studs should be removed prior to welding. The crack must also be ground out all the way to the water jacket to accept filler rod (which should be the same alloy as the head). The welding is done with an acetylene torch and a neutral flame. After the crack has been filled, the head must be wrapped in an insulating blanket to prevent it from cooling too quickly (which could result in hard spots or additional cracking). The rate of cooling should not exceed 200 degrees F per hour, so it should take 6 to 7 hours to cool back down to room temperature.
Flame Spray Welding
Another technique for repairing cracks in cast iron heads and blocks is flame spray (powder) welding. Flame spray welding is faster and easier than furnace welding, and can create strong and long-lasting repairs the same as furnace welding. The head still has to be preheated and slow cooled after the crack has been filled.
 The flame spray torch has a trigger-operated hopper that feeds nickel powder into the flame. When the powder is exposed to the flame, it melts and fuses to the sides of the crack to fill the repair area. The process is similar to brazing but results in a much stronger repair than brazing. The powder can be used to fill holes and cracks, and to build up worn or damaged valve seats.
The flame spray torch has a trigger-operated hopper that feeds nickel powder into the flame. When the powder is exposed to the flame, it melts and fuses to the sides of the crack to fill the repair area. The process is similar to brazing but results in a much stronger repair than brazing. The powder can be used to fill holes and cracks, and to build up worn or damaged valve seats.
TIG Welding Aluminum Heads
Cracks in aluminum heads are most often repaired by TIG welding using argon or sometimes helium gas. An inert gas shield is needed because aluminum forms an oxide coating when it is exposed to air. The oxide coating can contaminate the weld and prevent the filler rod from fusing with the surrounding metal. An alternating current is used to alternately heat the metal and burn off any oxide that forms.
Like cast iron, aluminum should be preheated prior to welding. But with aluminum you only need to preheat to 350 to 450 degrees F. Aluminum conducts heat much faster than cast iron so it’s important to keep the head warm while it is being welded.
Welding techniques vary, but the basic idea is to melt the surrounding metal and fill the crack with molten metal and filler rod. The strongest welds are achieved by using a filler rod that closely matches the alloy in the casting. Two filler rods that work well are #4043 and #5356 with 5 percent magnesium. The type of electrode that’s used on the TIG welder can also make a difference. Tungsten thorium electrodes work well with aluminum, but zirconium tungsten electrodes (which are much more expensive) are considered 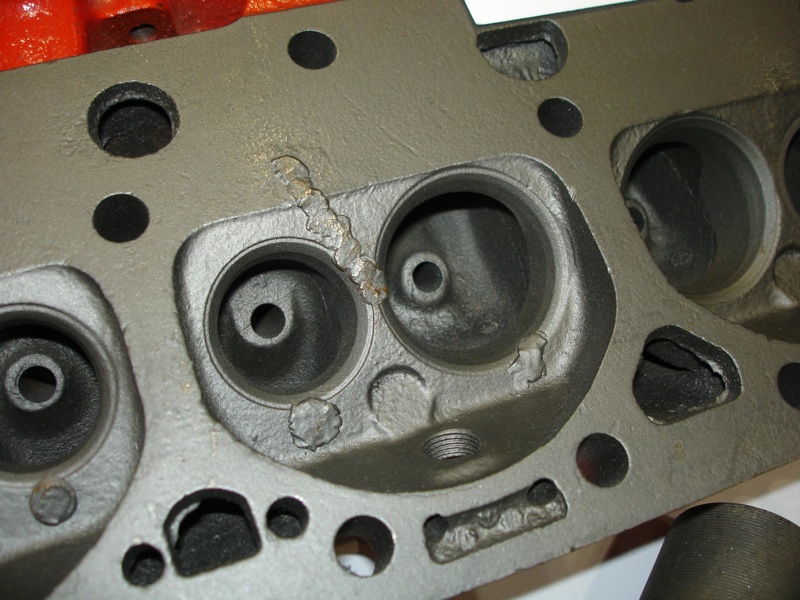 the best.
the best.
After welding, the head must be allowed to slowly cool. A long, slow cool down relieves stress in the metal, which if not relieved could lead to cracking.
After the head has reached room temperature, it should be pressure tested to check for leaks. Coating the inside of the water jackets with sealer, or adding sealer to the engine’s cooling system after the engine has been installed can provide additional insurance against future leaks.

selection of different plug sizes is seen.












