Old School Head Bench
Old School Head Bench
This is very basic and has been in our shop for more than 30 years. It’s been rebuilt twice, which means new carpet was installed on the V-blocks. The weight of the head (or gravity) and the carpet on the V-blocks work to hold the head snugly in place. The trough below catches all the scrap metal shavings, guides, broken seals, etc. It’s easy to sweep out and clean up. The taper of the V-blocks produces variable width to fit any size automotive or light truck cylinder head.
Greg Avrett
Cal’s Engine & Machine Shop Oakdale, CA
Diesel Head Stud Re-Torque Solution
In our shop we do a variety of cylinder heads for late-model diesel trucks. On jobs like 6.0L Fords, 5.9L Cummins or 6.6L Duramax diesels our customers often install ARP studs as an improved fastener. ARP highly suggests that the studs be re-torqued after the engine is run for the first time. On a job like a 6.0L Ford, where the truck cab has to come off to service the head, this is not practical.
One customer came up with a good compromise. On his Ford 6.0L, the engine shop installed the heads and properly torqued the studs. They plumbed the engine to hold water then plumbed in an additional tank-style heater to the side of the block not equipped with the factory heater. They allowed both heaters to run all night. The next morning they re-torqued the head studs.
It’s not quite like getting the engine running for re-torque, but its about the best you can do without removing the cab for a second time.
Brad Luck
Weaver Parts Sauk City, WI.
 Mock Lifters
Mock Lifters
For hydraulic lifter applications, I speed up the process for checking pushrod length, preload and geometry by using “solid” lifters. I disassemble a lifter and load it up with either epoxy or Plaster of Paris to position the plunger in a permanent “solid” position after the filler material hardens. The SB/BB Chevy lifter (left side of picture) is set at .040˝ preload. I mark them for easy identification, “SB Ford, Ford roller, Pontiac, etc.” I often loan these out to customers who assemble their own engines, especially 347 Ford strokers.
Wade Cook
Hubbard Machine Shop Hayward, CA
Currently Trending
As I visit machine shops around the state, I notice some common trends. Shops have downsized to some extent over the years and many of them no longer want to assemble engines. They claim that they don’t want the liability of assembling engines with customer-supplied parts, so they choose to stop assembling engines all together.
This revenue loss is twofold: they have lost the profit from the parts sale and the assembly labor, which is generally greater than the man-hours of an employee. They put the burden of checking the specs at assembly back on the repair shop, or worse yet, the consumer. These people generally don’t have the tools and/or knowledge to correctly check the clearance and specifications. This leads to more engine failures, which in turn hurts our industry. In many cases, it is easier for the customer to buy a crate engine, which costs us all.
The machine shop has the equipment and knowledge to correctly build an engine and should wrap its arms around as much of the job as possible to retain profits for the shop and ensure a properly assembled engine. The shop can bundle the machining and assembly labor and offer a discount when parts are purchased, to keep the whole job in his shop.
Mark D. Sarine
 Sterling Bearing Dania Beach, FL
Sterling Bearing Dania Beach, FL
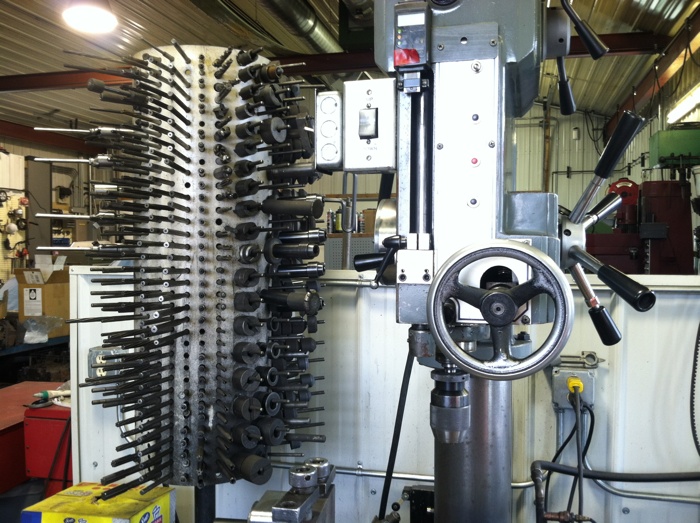
Tooling Paradise
Because I work on everything from large, heavy-duty agricultural engines to motorcycle motors, my excessive amount of seat and guide tooling had to find a home. I built this rotating tool holder out of three pieces of heavy wall PVC.
The inner tube is attached to a pipe, which is set into a roller bearing and pedestal, and acts to stop the tooling when I push it into the slot. The next piece of tube has a diameter four inches less than the outer tube to provide stable holding of the tooling. I  used threaded rod, cut to length, with a nut on each side, to maintain the spacing between the tubes and build rigidity. Holes are sized for the various tool diameters, including the old pushrods I use for “pegs” to hold my stones. My tooling is in order and is easy to locate with a simple spin of the fixture.
used threaded rod, cut to length, with a nut on each side, to maintain the spacing between the tubes and build rigidity. Holes are sized for the various tool diameters, including the old pushrods I use for “pegs” to hold my stones. My tooling is in order and is easy to locate with a simple spin of the fixture.
Jim Wolfrum
Jims Automotive Machine Shop Gill, CO