
Thinking Outside the Book
Is your business up to date on your Yellow Pages listing? I hope not!
In the good ol’ days if someone in your area needed machine work they would turn to the yellow pages. How do DIYers find your shop today?
According to Yelp, 85 percent of consumers use the Internet to find local businesses. With a few clicks and a couple hours of your time you can get noticed by entering your business information directly into the large search engines.
Here is a list to get you started: Google Places for Business; AskCity; AOL local; Bing Places for Business; Yahoo! Local Listing; Yelp; MerchantCircle; Internet Yellow Pages IYP; White Pages; Superpages; Yellowbook; Citysearch; Mapquest; foursquare; 411.com; etc.
You can register for free listings yourself or hire a service to populate these sites for you.
Don’t go unnoticed.
Steve Rich
Sterling Bearing, Inc.
Kansas City, MO

Dead Lifters and Cylinders
We had an interesting issue with Cadillac Northstar heads. We did a normal blast, dye check, valve job, stem height adjustment, and surface as requested. We also did our normal vacuum test before sending the heads back. We were then surprised when the repair shop tech called and told us that our valve work was incompetent.
It seems that they had a few cylinders misfiring and blamed us. He said a leak down test was performed and our valve job was indeed “junk.” Since most of the misfiring cylinders were near the back of the engine, we suggested loosening the cams and replacing the lifters that could be gotten to easily.
Some of the misfire coded cylinders changed position. OK, it’s probably not our fault, but what was it?
Some of the “name brand” lifters had less chamfer on the bottom than the original factory lifters. The problem was that some of the lifter bores in the heads had more of a bottom chamfer than others and because of that, some of the lifters were sitting up on the bore and not fully seating on the bottom. This was holding some of the valves open and causing the misfire.
Solution? We chucked up all of the lifters in our valve grinder and ground a larger chamfer on the bottom using the side of the wheel. You could probably do this on a bench grinder.
We put blue layout fluid on the lifters before installation and spun them in the head to verify they were indeed fully seated. Problem solved. There are more engines out there with “dead” lifters, and we now check them all.
Timm Jurincie
Tuf-Enuf Auto & Marine Performance
Avondale, AZ
 Piston Ring Squaring Tool
Piston Ring Squaring Tool
I made a quick and accurate piston ring aligner for checking end gaps out of a .030 over, 454 Chevy flat top piston. Just chuck the piston in a lathe and turn the ring lands down to a little under 4.000˝. (Mine is 3.995˝.) The bottom of the oil ring land is about .950˝ from the top of the piston, and will align the ring in the block very accurately. Of course, different sized pistons could be used for many different bore combinations, but this one piston will work with Std .030˝, or even .060˝ over-sizes in the popular 4.00˝ bore range.
Joe Degraw
Grawmondbecks Performance Engines
Mason City, IA
 Easy Oil Pump Screen Install
Easy Oil Pump Screen Install
I just clamp the screen in my brass jaw vise and use a plastic dead-blow hammer to drive the pump onto the screen, being careful to keep them in alignment. This method started when I did not have a driver for an oddball engine. Now I do them all this way and it’s a simple task.
Randy Torvinen
Torvinen’s Machine
Menahga, MN
 Understanding Standard and Reverse Rotation Marine
Understanding Standard and Reverse Rotation Marine
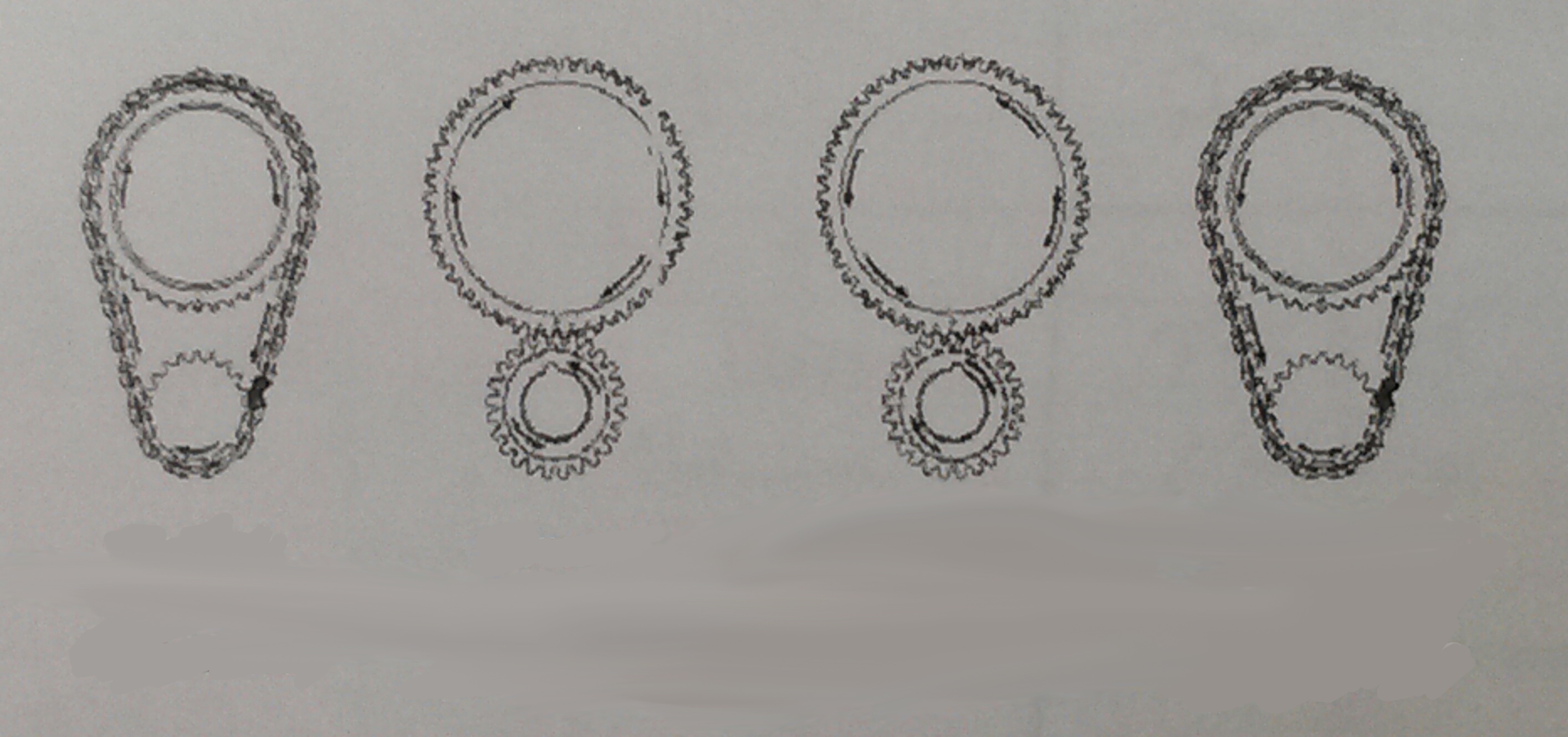
Boats with twin engines usually have them turning in opposite directions so the torque reactions of the engines cancel each other out. This can create some rather unique problems for the rebuilder. The following four drawings show how the crankshaft and camshaft turn in the four combinations of drives.
• Some of the parts in these engines may be interchangeable as to fit, but will not function and can create problems. Some of the reverse rotation cranks have the oil holes drilled symmetrically opposite. Check this closely.
• In the above combinations none of the cams are interchangeable. The lobe timing and/or the distributor drive gear angle are different.
• In all of the applications we know of both the distributor and oil pump turn the same direction regardless of the crank rotation. This is done by making the angle of the drive gear on the cam and its mating gear opposite, when the cam turns the opposite direction. This makes the thrust of the gears in the opposite direction. For example the SB Chevy thrust is up and is taken by the base of the distributor housing and the drive gear. If the cam rotation and gear angle are changed, the thrust is down and there are no provisions for this in a stock distributor. A ball bearing distributor or magneto is required.
When working on marine engines be sure you know what the components intended usage is and do not vary from it.
Engine Pro Tech Committee with thanks to Melling Tool Co.












