
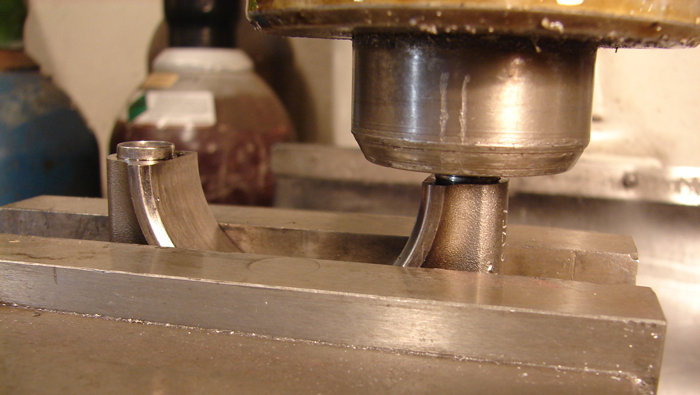
Another Dowel Puller
We were trying to remove the alignment dowels from some H-beam rods and our usual method of using a head dowel puller wasn’t working on the stubborn ones. I was trying to figure out a more precision collet set to use when I decided that my mill had everything that I needed to do the job: precision collets and a precision vice. It worked well.
Timm Jurincie
Tuf-Enuf Auto Performance
Avondale, AZ

Small Hone Adaptor
My shop does not get a lot of requests for small engine work so when I did get a small engine project I would just grab my Sunnen model JN small engine hone and low RPM drill and manually hone the small engine cylinder to size. After holding on to that drill and hurting my back several times I decided to make an adapter to mount the JN hone in my big honing machine. I had a 1” thick piece of round steel that I cut to the right length to match the length of my friction feed hone that is usually in the machine and then I mounted the piece into my metal lathe and drilled and tapped each end using the lathe tail stock to ensure it is straight and then installed studs in each end to thread into my machine and JN hone. Now I am not busting my back with a drill and I have a perfect depth stop for consistent honing.
Dave Matton
D and D Auto Machine
Bloomington, MN
E-Z Bolt Removal
Most bolts broken off flush or slightly below the surface can be easily removed using a MIG welder. Place a flat washer the same size as the broken bolt over the bolt and weld through the center. Then, place a ½” nut on top of the washer and completely weld in the hole and tack weld the outer edge of the nut to the washer. The nut will be cherry red by this time and should turn the broken bolt out easily. Some bolts may take several attempts to remove this way. On stubborn ones, touch a candle to the red-hot nut and the wax will lube the threads and assist removal.
If the bolt is recessed, like a SB Chevy starter bolt, cut off a 1/4” long piece of an 11/32” bronze valve guide liner and put it in the hole before welding the washer on. This will help prevent sticking to the recessed block area. I remove bolts from both aluminum and cast iron this way with great success.
Jim A. Creech, Jr.
Pete’s Engine & Machine Service
Kenly, NC
Let’s Get Visual
“Visuals” not only help eliminate waste, but can have additional positive impact on a shop’s operation, safety and cost.
•Safety glasses (with side shields) should be mandatory in all shop areas; not just machining, grinding, welding, etc. This can reduce insurance costs and avoid OSHA fines.
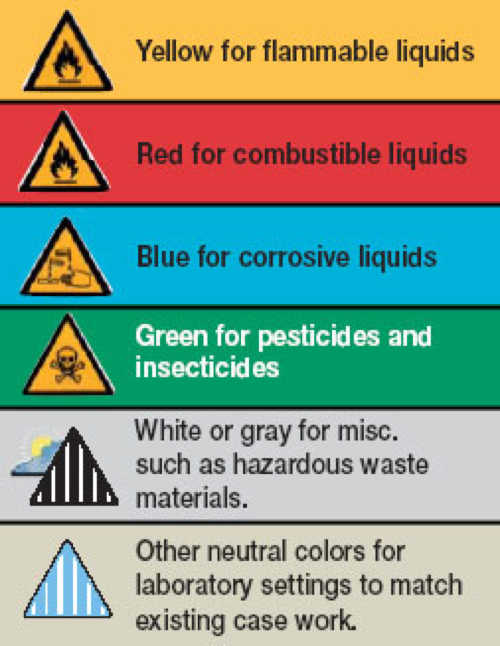
• Color-coded (safety yellow/red) storage cabinets for paints and any flammable materials.
• Color-coded (safety yellow) defining walkways and machine guarded areas.
• Machine guarding around any belt/pulley and/or moving machine part should not allow more than 1/4” access to the moving machine part, and in the case of pedestal grinders 1/8”gap (max.) between the wheel and work rest.
Note: OSHA has now been given greater power to level increased fines via (unannounced) visits no matter what size shop. All it takes is one (disgruntled) employee to call in a complaint and you can expect a visit. I have seen this happen in a friend’s fabrication shop resulting in a $75,000 fine.
Jim Kovach
Kovach & Assoc., Performance Engine Building
Parma, OH
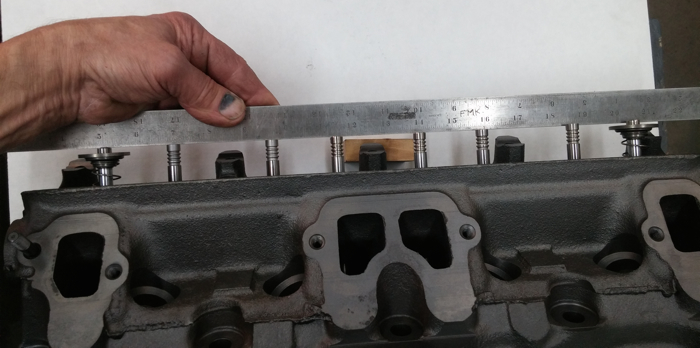
Two Hand Tipping
I’ve found an easy way to set the valve stem height on heads. I get the two end valves to spec, then install light springs and retainers. This way I can hold the ruler across the top of the tips to adjust the others without needing three hands.
Randy Torvinen
Torvinen’s Machine
Menahga, MN












