One thing every engine builder and even non-engine builder types know is that metal on metal contact is not good. It’s so bad that engine builders will go to great lengths to prevent it from happening. Bearing manufacturers and coating companies also work hard to make sure that their products can withstand extreme abuse without destroying expensive components.
Bearing shells are designed to protect the critical components that they interact with such as the crank and rods, but there’s more to their performance than people think.
Top engine builders who install bearings for a living know a thing or two about how to get the most out of them. One builder says that he follows the recommended clearance settings for the middle bearings but the journals at the back he opens up the clearance a little more to keep it from grabbing the end of crank as it wiggles around.
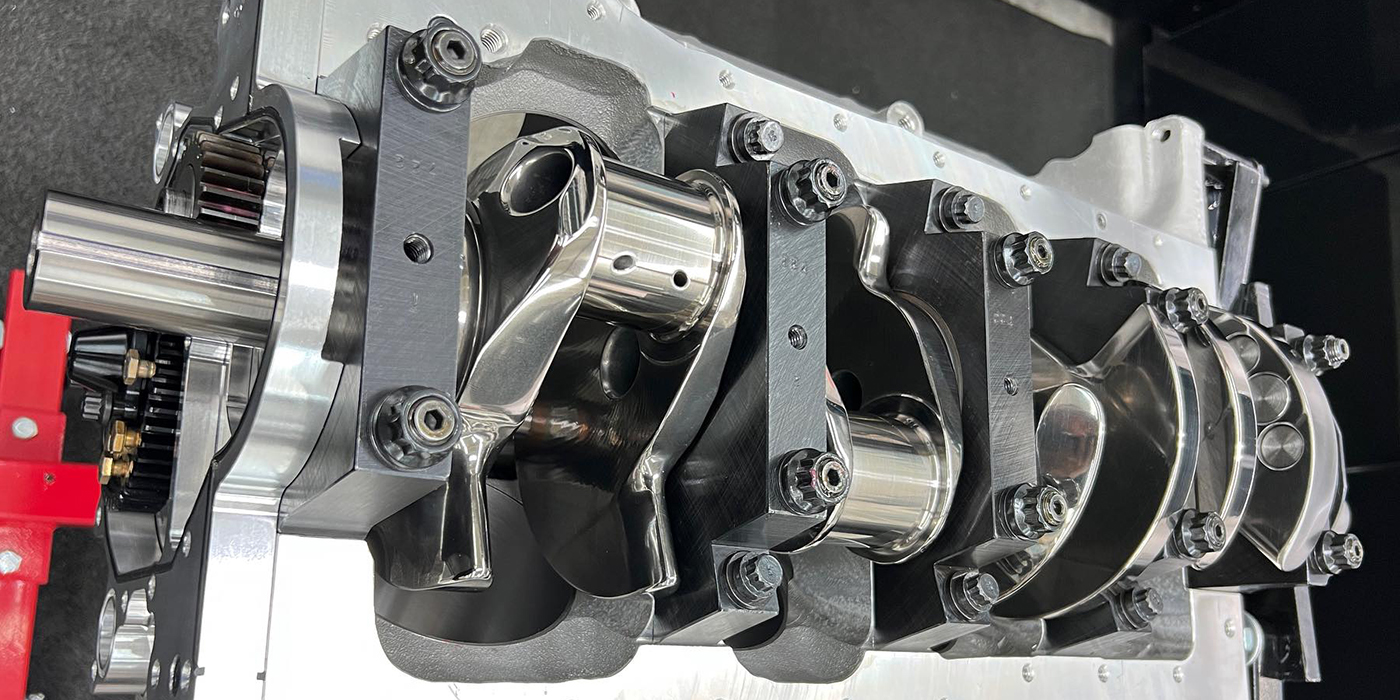
The crankshaft is the heaviest moving part in the engine, and therefore one might assume that it doesn’t bend or flex, but combustion pressures and drivetrain demands mean that the crank is continually being stressed to the limit, especially in racing applications.
Choosing the proper bearing for your application is critical to the performance and durability of the engine build because the bearing plays such a vital role in supporting the crankshaft which influences the life of the engine as well. The last thing an engine builder wants is to have bearing fatigue, and that allows flake of metal into the oiling system.
Bearing manufactures say clearance is always a concern and that for most applications you should use the recommended clearance specifications. In stock applications, clearances are important, but the material needs are taken care of by the bearing makers when they spec out an application. However, if you are upgrading in some way, trying to get more horsepower, then you may need to go to more robust materials vs. what came out of that application if it was a standard passenger car engine.
If you are looking to extract more power, copper/lead bearings are the strongest. While bearing engineers say they are primarily concerned with the unit load of the bearing as opposed to horsepower numbers to rate the strength of a specific bearing or material, it is more or less the cylinder pressures that determine the bearing needs. Cylinder pressures that reach 9,000 psi are considered to be the limit for aluminum, according to our bearing experts, and anything over that you need to look at tri-metal.
For stock applications, OEMs have long ago made the switch to aluminum bi-metal bearings because they are inexpensive to produce and can last for thousands of miles longer than typical tri-metal bearings. Today, stock production engines are expected to last 200,000 miles or more, so an aluminum bearing makes the most sense for these applications.
But on the performance side, tri-metal bearings are still king because of their load carrying ability and conformability. These bearings need to be durable yet still be able to manage the oil film when the crankshaft is twisted.
Aluminum bearings can last much longer in mild load applications because of the wear ability and the hardness of the silicon composite that polishes the crankshaft and wipes any nodes or debris out of the way or flushes it out. But there is a big difference in the wear rates of the copper/lead tri-metal bearing and aluminum bi-metal bearings.
Bearings need to walk a tightrope because, on the one hand, you need hard strength materials for durability, load carrying capacity and wearability, but on the other hand you need soft materials for conformability when things are out of alignment. Embeddability is a soft phase characteristic as well as the sliding properties. Thus, when selecting bearing styles, you need to look at the engine application and try to decide what is the most important thing the engine needs.
The copper/lead layer in a tri-metal bearing provides up to 12,000 psi or higher load carrying capability and is well suited for engines that produce 800 horsepower or more. Copper, on the other hand, lacks seizure resistance, so tri-metal bearings also have a thin overlay of Babbitt. This layer is a mixture of 87% lead, 10% tin and 3% copper. The overlay provides lubricity, seizure resistance and embeddability. The Babbitt layer is usually only .001˝ to .0005˝ thick.

While tri-metal bearings are often the choice for high-performance applications, the Babbitt overlay tends to wear faster. There’s always a compromise. Bi-metal bearings may last forever and won’t wear out, but they can’t handle as high a load as the copper/lead. It’s always a balancing act for engine builders who must decide which traits are most important to your application.
Today’s engine designs are driving new thinking and bearing materials. For example, with hybrid models, there is a lot of start-stop operation. This is changing what the bearing manufacturers are offering. Manufacturers are leaning more toward wear resistant material than even what aluminum offers. Manufacturers are adding more hard particles to the aluminum (i.e., more silicon) or they are coating the bearings to handle the increased metal-on-metal contact.
One bearing manufacturer says that a primarily polymeric coating on the aluminum bearing has shown some positive benefits and is currently in production. The anti-wear material is applied by spraying it on. This polymeric coating has a lot of other elements in it as well, like hard particles for wear resistance and so on. Engine builders can use these bearings as an additional insurance policy wear oil film strength may be an issue.
As engine designs are continually evolving, the ‘Design’ and ‘Manufacture’ have become increasingly important. This is mostly driven by the increase in engine efficiencies resulting in higher bearing loads and higher bearing operating temperatures while utilizing lower viscosity motor oils. The result has generally been decreasing oil film thicknesses between journal and bearing. As minimum oil film thicknesses can be 0.0004˝ the shape (design) and manufacturing precision are vital to assisting the generation of stable oil films and ensuring shaft to bearing separation under all operating conditions.

Although quality bearings have inherent properties that compensate for a degree of misalignment (conformability) and protect from hard contaminants within the oil (embeddability) the engine builder can ensure bearing system durability by paying close attention to the crankshaft and housing preparation as well as overall cleanliness.
In broadly comparing bi-metals to tri-metals, it is worth sounding a note of caution. The materials have to balance a broad spectrum of capabilities, and therefore we can only give a general outline of the differences between the two families of materials. It is nearly impossible for a rebuilder to judge, on face value, how any brand of bearing is going to perform across a range of characteristics. Bearing experts say it is best to rely on bearings from reputable, established brands. This guarantees that the material has been evaluated and tested to the most exacting durability standards.
Cleanliness is the most important issue to address when installing bearings. Most premature bearing damage is caused by honing grit, glass beads, or other debris that did not get cleaned out of oil passages or properly washed off parts before final assembly. Using hot soapy water and a good selection of bristle brushes is the best method for cleaning cylinder blocks, crankshafts and other engine parts before reassembling the engine. Remember, any debris remaining after a rebuild will be picked up by the oil system and make its way to the bearings.
Crankshaft deflection is typical in racing and performance applications and can cause rod housing bore distortion and thinner oil film thickness compared to stock engines. The softer Babbitt facing allows the bearing face to “move” slightly with the crankshaft to avoid seizure during high load and rpm situations, which makes tri-metal bearings the preferred choice for performance and race engine builds.

A general rule for bearing clearances on most applications is between .00075˝ to .0010˝ of clearance per inch of shaft diameter. In this case, a 2.000˝ shaft diameter would require .0015˝ to .0020˝ bearing clearance. Using this formula provides a safe starting point for most stock applications. For high-performance engines, it is recommended that .0005˝ be added to the maximum value determined by the above calculation. So, the recommendation for a 2.000˝ shaft would become .0025˝ of clearance.
Eccentricity is another factor that needs to be considered; this is the thickness of the bearing, with the center typically being thicker than the area near each parting line. The amount of eccentricity for a stock bearing runs from .0002˝ to .0008˝ compared to .0006˝ to .0012˝ for a performance bearing. Some race bearings use the thickness to control the formation of the oil wedge between the bearing and crank while others will have more eccentricity to maintain the oil film at higher revs. Many racing cranks have a larger fillet radius at the sides of the journals to improve strength. This requires bearings that are chamfered on the sides to clear the larger radius.
There are many variables to consider when selecting the proper bearing for your application. We have only scratched the surface of bearing materials and selection. Bearing manufacturers offer many helpful tips and guides to choosing the correct part for your next build, so don’t be afraid to reach out to your preferred supplier for their help and advice.