I.J. ‘Red’ Cornett started an automotive machine shop in Somerset, KY in 1948 called Cornett Machine. Born in 1956, his son Jack was quite literally born into engine building.
“This is the only job I’ve ever had,” Jack Cornett says. “I’ve never worked anywhere else. As a kid, my parents used to take me to the racetrack and I guess I’ve been ruined ever since. That’s been my passion my whole life.”
The only job Jack ever had has consisted of many roles around the shop throughout his high school and college years, including running the parts department. In the ‘70s, Cornett Machine built a second building on the property and Jack was at a crossroads. His dad had pivoted away from building race engines to focus on heavy equipment work. Jack could continue to work at Cornett Machine along with his older brother David, or move into the shop’s second building to focus on building race engines.
“I had my choice – do I want to work on these nice, pretty, race motors or diesels?” Cornett says. He chose the nice, pretty, race motors and founded Cornett Racing Engines in the early ‘80s.
Today, Cornett Machine and Cornett Racing Engines are essentially two divisions of the same company. David runs Cornett Machine, while Jack runs Cornett Racing Engines, which is an eight-employee shop, including Jack. Despite having Cornett Machine right next door, Cornett Racing Engines has all its own equipment in order to get machine work done when and how Jack wants it. The shop builds engines for asphalt oval track, dirt oval track, truck pulling, dirt late model racing, open wheel modifieds, and the occasional street and drag engine.
“Over the years, we gravitated towards dirt oval and asphalt oval stuff until the last 10-15 years when crate motors began to take over,” he says. “We still do 80% dirt oval stuff. We built mostly Chevys up until the ‘90s. My dad was a personal friend of Jack Roush and knew him in college. Jack actually came to my dad’s funeral. Through Jack Roush, he got me some contacts at Ford and we started building all-aluminum Fords for dirt late model racing. We build both Chevy and Ford. Racers buy what wins, so luckily we do both.”
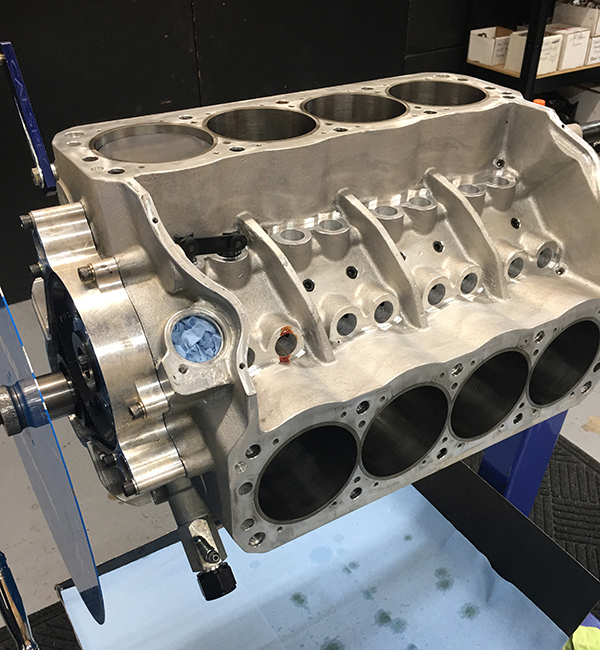
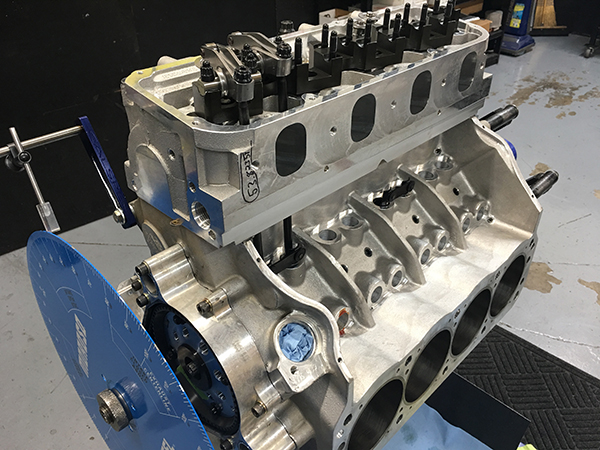
Recently, Cornett Racing Engines finished up work on a customer’s 433 cid Ford Dirt Late Model engine. The build starts with an aluminum Windsor block from either Dart or Ford Racing.
“We prefer the Ford Racing block, which is a little heavier, but is less susceptible to cracking over time,” Cornett says. “However, sometimes you can’t get them, so then we use the Dart block.”
As far as block work goes, the shop bores the cam tunnel for 55mm roller bearings. They bore the lifter bores for a .937˝ diameter lifter and the block gets the normal machining such as getting decked, bored and honed.
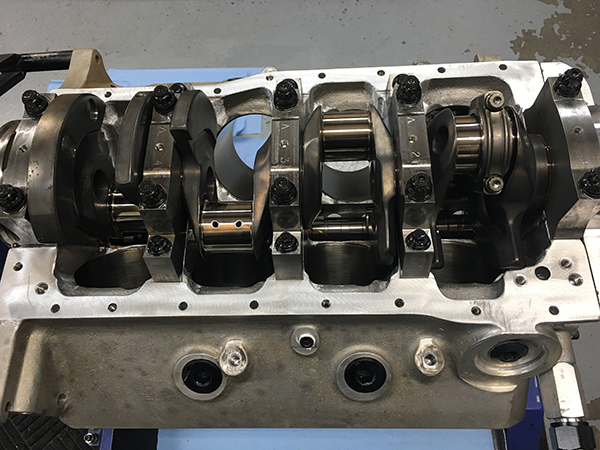
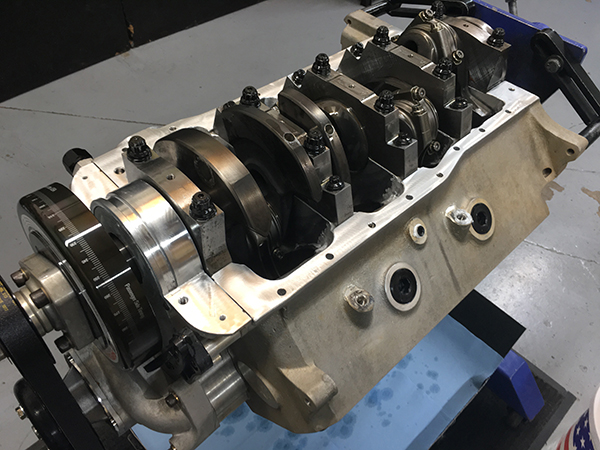
“We normally run a Sonny Bryant billet crank,” Cornett says. “For this engine we use a 4.000˝ stroke. The crank is a 351 Cleveland main size 2.750˝. We run a 2.000˝ rod journal and we balance the crank in-house.
“The camshaft is from COMP Cams and of course the lobes are proprietary. We use an Xceldyne belt drive on the front, an ATI super damper, and a Jones Machine drive kit to drive the water pump. The rods we use are Dyers. This particular rod has a 3/8ths rod bolt in it. We use a MAHLE piston and we start at a 4.150˝ bore. We use Total Seal rings and the wrist pins we get from Trend, which are DLC coated. We also use Clevite coated bearings.
“The oil pan is an aluminum pan made by Dan Olson. It’s a segmented pan where it has a section in the pan that goes over the top of the main cap to seal it from the next section. The pan is divided into four sections and there’s a pickup in each section.
“We use bushed Isky lifters. The cylinder head is a Ford casting called a D3. The exhaust valve stands straight up and the intake valve is canted. We have them CNC’d to our proprietary specs.

We’ll use either a Del West or Xceldyne titanium valve on the intake and exhaust, and those are coated. These engines run on dirt, so that coating on the valve face keeps the seats from wearing. The same thing with the top ring that we use from Total Seal. It’s a stainless-steel top ring and it’ll pass dirt through it and it won’t wear your cylinder wall, which is something we used to fight in the old days. This stuff runs a whole lot longer than it used to.
“For rocker arms we use a steel T&D rocker shaft assembly. The valve spring that we use is pretty popular. It’s a very small spring at 1.250˝ diameter. It’s made by JHE. It will only have about 150 or 160 lbs. of pressure on the seat, but it’ll have 700 lbs. plus open. They’ll turn 9,000 rpm all day long, no problem.

“We also use a 7/16ths pushrod from Trend. The valve covers are billet. The intake manifold is a two-piece billet intake manifold. Both halves are made identical in the CNC machine and they bolt together in the middle. It’s one chunk of aluminum. The neat thing about that is it’s infinitely adjustable. You can make more bottom end or top end power. You can tailor that intake manifold to exactly what you want the motor to be for. You can even tailor one to different drivers.”
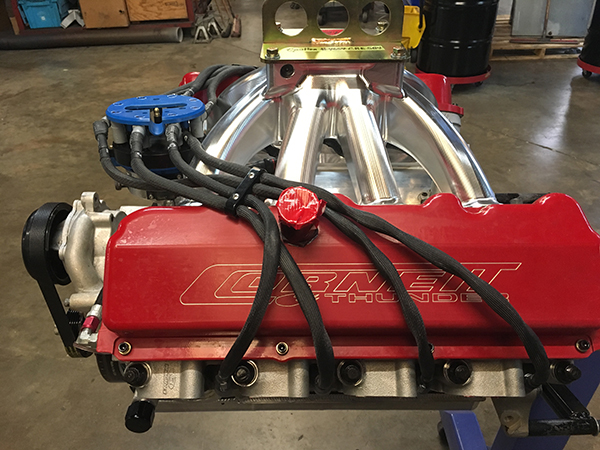
The race rules for this engine dictate that the shop uses a single, four-barrel carb on gas. Cornett Racing Engines uses a Winning Edge carburetor and tailors the venturi size for the customer.
“We tailor that along with the head and the manifold combo to give the customer what he wants,” Cornett says. “We also use a FAST ignition distributor.”

To finish the build of this 433 cid Ford Dirt Late Model engine, the shop puts it on their Super Flow 902 dyno where it cranked out 900 horsepower and 675 lb.-ft. of torque. Now it’s off to the racetrack for this engine!
The Engine of the Week eNewsletter is sponsored by PennGrade Motor Oil and Elring – Das Original.
If you have an engine you would like to highlight in this series, please email Engine Builder magazine’s managing editor, Greg Jones at [email protected].