OIL PUMP INTO OIL PRIMER
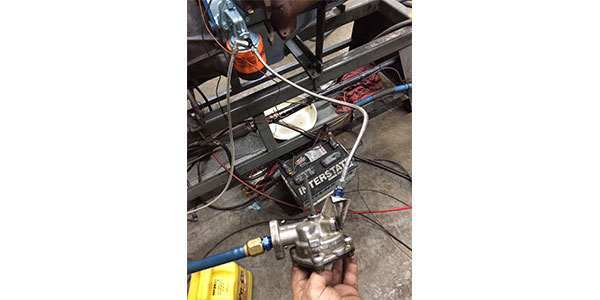
I was looking at purchasing an oil reservoir tank-type oil system primer, but thought there might be another way. I had just rebuilt an early SB Ford and still had the old school aluminum oil pump. It was very easy to cut off the mounting neck. Both the newly exposed intake port and exhaust port were the perfect size to tap for 1/4˝ pipe thread. I outfitted it with some fittings and hydraulic hoses. I shortened the old hex drive shaft and can now spin it up with a drill motor. It’s easy to suck oil out of a jug with no mess.
Mike Smelzer | Bay Speed Center | De Pere, WI
BEING ORGANIZED IS UPLIFTING

I made these lift chains for the three most common sizes with nuts to keep them together. I welded the T-handle to the top of the bolts to speed up installation. Because of their low cost, I have them stored wherever I might need one around the shop. Another example of how organization can be the key to efficiency.
Randy Torvinen | Torvinen’s Machine Shop | Menahga, MN
MODIFIED OIL RAILS

When file fitting rings, I also like to add a radius to the backside of the oil ring support rails at the gap. I rough in the radius on the belt sander and then finish it on the debur wheel on my ring grinder. Without adding this radius to the support rails, I noticed that the rails would dig into the back of the ringland in the piston.
Nick Jones | Automotive Machine | Fraser, MI
DIGITAL READ OUTS

Here are some inexpensive digital read outs (DRO) I’ve added to various machines in the shop. On the seat and guide machine, it’s great to be able to set seat depths for different cutters on the same head without setting the end stop for each one. You just write a reference number on the cradle as you go. Really saves time and is accurate.
On the surfacer, you zero at a known height or keep track of the amount removed after touch off. For squaring blocks, it makes it quicker and you don’t lose track of how far you may have backed off the machine head.
For the boring bar, this stop acts as an end stop and a DRO. It works great for cutting off sleeves or cutting o-ring grooves with the manual feed.
Ron Flood | Cedar Machine | North Branch, MN
MODIFIED VACUUM TESTER
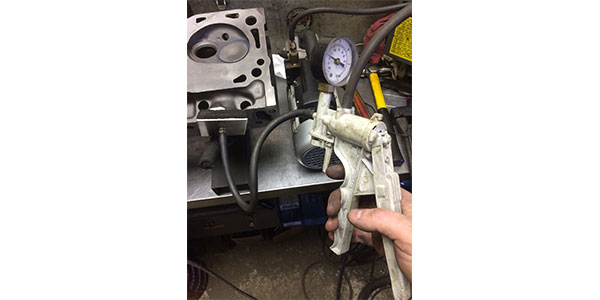
We all use a vacuum to test valve to seat seal. I use a handheld Mityvac in conjunction with an electric vacuum pump. By taking the vent cap off the top of the Mityvac, I was able to hook the pump directly to it. Now I have the ability to apply, hold and release vacuum with one hand and the gauge is right there on it as well.
Scott Ouellette | Powerplay Engine and Machine | Wilmington, MA
CLEANLINESS IS NEXT TO GODLINESS
You would not think of warrantying a newly rebuilt engine if the customer bolted on a dirty oil pan, crusty pick up screen, old sludge-filled valve covers or even a Chevy intake manifold the was losing carbon out of the heat shield, but it’s okay to change internal components in the car and not expect the same cleanliness? Whether it’s changing timing components on a 3.6L GM, installing a new cam and lifters in a 5.7L Chrysler Hemi and replacing broken AFM lifters in a 5.3L Silverado, cleanliness is the most important thing in a successful repair. When parts fail, there is a reason. Many are due to poor maintenance and restricted oil flow. If these conditions are not addressed, the new parts will fail as well. Many failures put debris throughout the engine. The oil filter will only catch so much. Timing guide and tensioner failures will fill the oil pan with plastic and cam and lifter failures on a Chrysler Hemi will fill the engine with fine metal debris. When was it ever okay to leave this in an engine? We will not do major repairs such as these without pulling the pan and pick up, and without cleaning all the tins. We clean as much as possible if doing the job in the chassis. Camshafts must be thoroughly check for lobe wear, and on the Hemi, we’ve been removing the engine. It doesn’t take that much more time and we can do a much better job with the engine on a stand. Our comeback rate has fallen to next to none since implementing this policy.
Josh Jeans | Cutting Edge Automotive | Forest Lake, MN












