D&J Precision Machine’s Executioner Cummins
Drew Pumphrey’s first taste of diesel performance came when he was in high school and turbocharged his 7.3L indirect injected 1988 Ford. It was a gateway drug, so-to-speak, that fueled Drew’s obsession with diesel performance. Having tasted what more power felt like, Drew never looked back after that!
He went on to get involved in truck pulling and later attended the University of Northwestern Ohio, receiving his Associates degree in Auto/Diesel. After college, he went to work for Enterprise Engine in 2004, where he did general service work and performance engine builds on Dodge Cummins engines. That job made his pulling habit easier, and the wins started trickling in.
“Within a couple years, my truck got out of hand and was a full-time puller with open drive line,” Pumphrey says. “I had won a points championship in 2006 in a Run What Ya Brung class at USA East. I was the first-ever diesel to win that class, which was a mix of gas and diesel trucks. We won all but four hooks. I would work day and night to push forward.”

By the time Drew left Enterprise Engine, he was managing the day-to-day aspect of the whole business and had developed an interest in CNC machining.
“I purchased a small CNC Bridgeport mill in 2009 and started D&J Precision Machine as a side job,” he says. “I was consumed with learning how to make parts with it. However, I had no idea what I was doing. I was looking at code with no idea what I was looking at or what to do. I remember thinking I was so screwed.”
Drew ended up leaving Enterprise Engine to work for Directional Boring Company, and around this same time, he got an increased amount of side work at D&J Precision Machine.
“I had people asking me to build engines,” Pumphrey says. “One of them was Rocky Roark, the owner of the Directional Boring Company. He loaned me $10,000 for the first engine I did at D&J and I built the whole business from that.”
In June 2013, D&J Precision Machine officially got its own shop space in Zanesville, OH. After moving out of two smaller shops, D&J Precision Machine now resides in a 27,000 sq.-ft. facility, which it moved into in June 2016.
D&J has 12 full-time employees and focuses on Dodge Cummins engines. The shop also makes components and does some private label work as well. Due to Pumphrey’s love for CNC machining, D&J is a full machine shop, capable of doing all work in-house.
“We currently manufacture our own connecting rods, girdles, billet main caps, deck plates, sleeves, and pistons, and we do our own cylinder head work, including 5-axis CNC porting, block work, honing and boring,” he says. “We make our own billet intake manifolds and billet timing gear housings, titanium valve spring retainers, bronze lifter bushings, billet valve covers, and billet oil pans.”
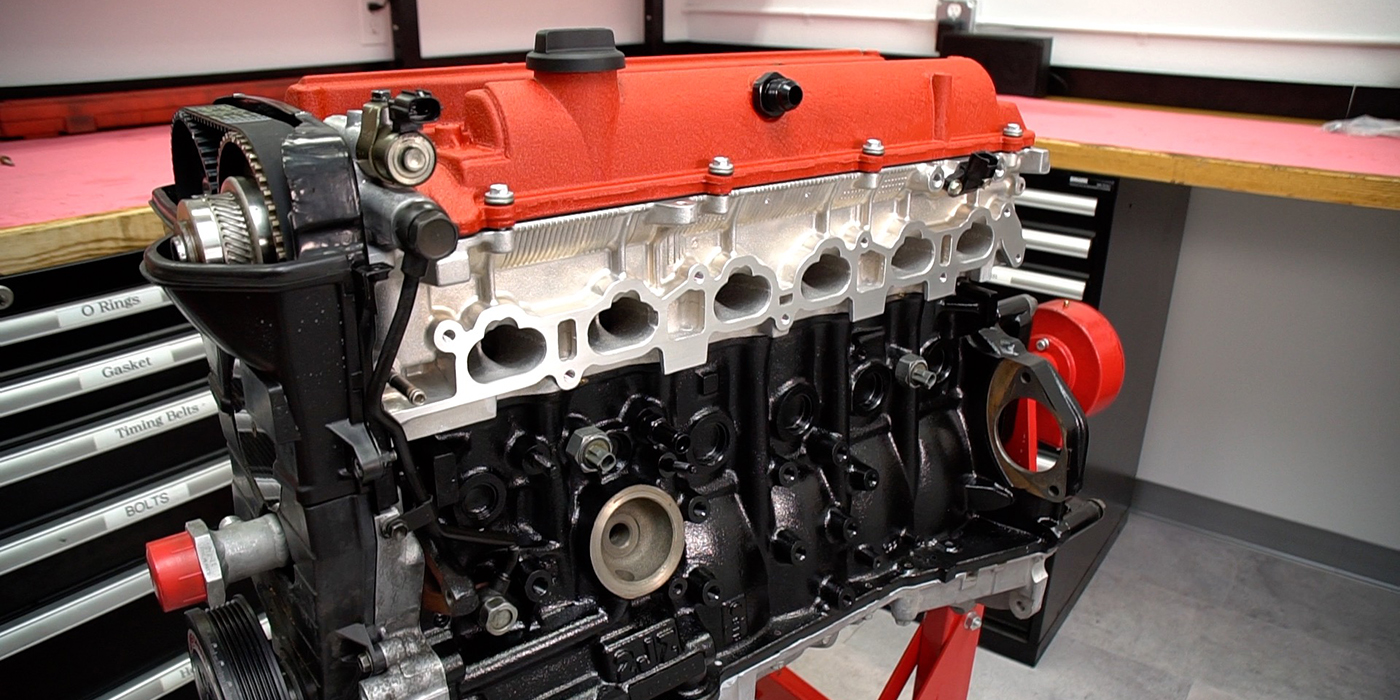
With all of those capabilities in one shop, it’s no surprise that D&J does a lot of machine work for other shops, and builds some great, fully custom diesel engines. One of Drew’s more recent builds is also one of his more impressive – a Cummins engine known as the Executioner.
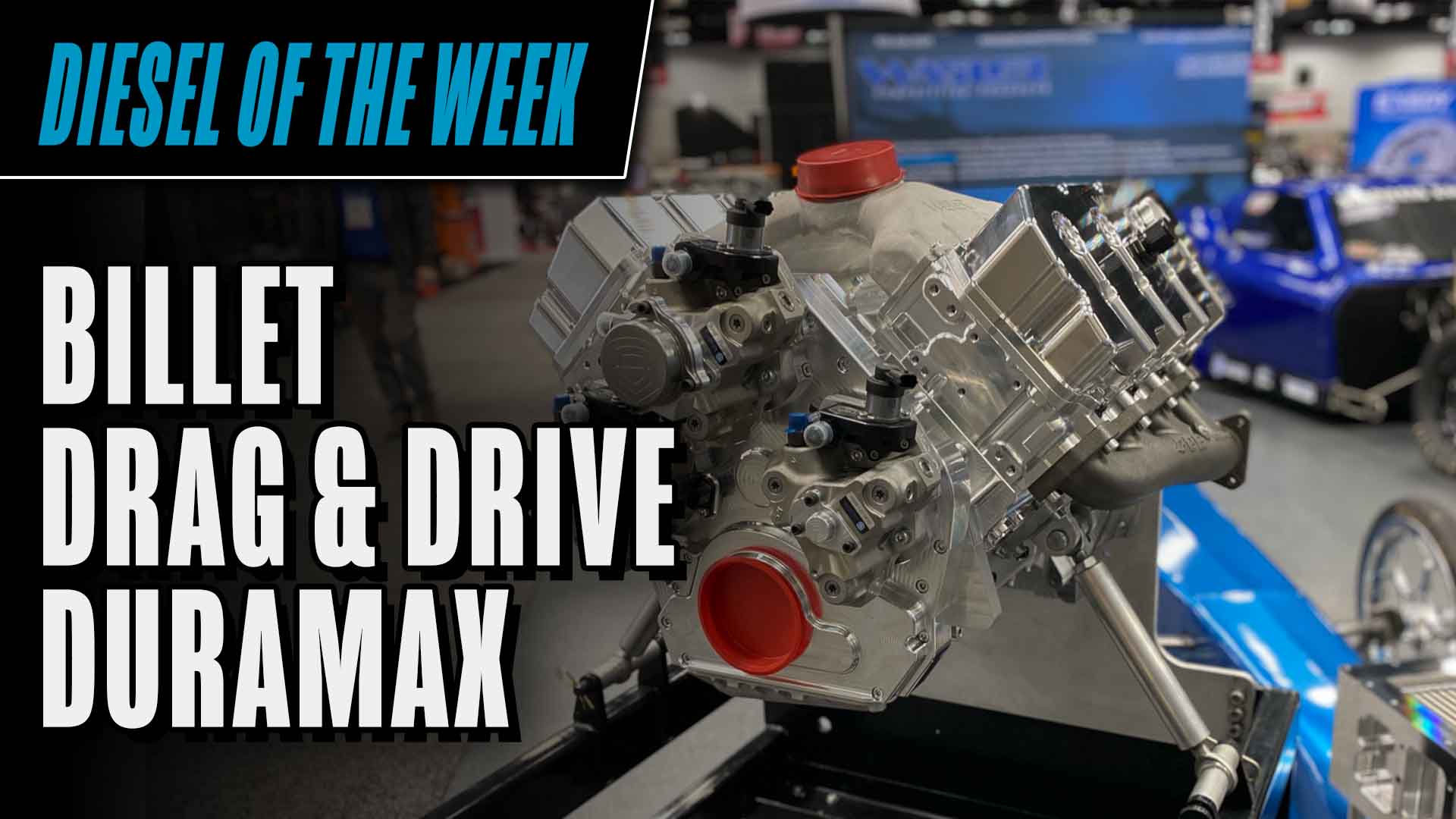
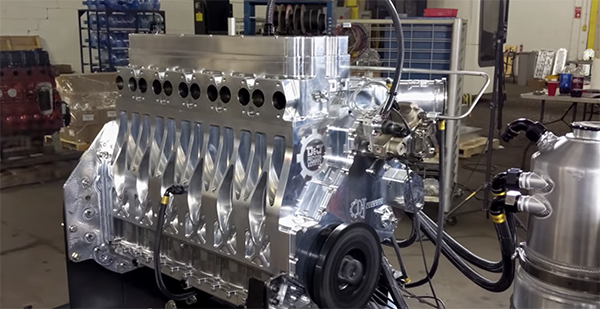
The Executioner
The state-of-the-art, 6.7L Cummins-based Executioner build started after D&J experienced multiple failures with the main web of the factory 6.7L Cummins block. Drew found he was unable to improve the factory block in this area, so he decided to start from scratch designing a better solution.
“The rules of several organizations say that a factory crankshaft must fit in the block, so we started with that and built everything from there,” Pumphrey says. “The customers want stronger and also lighter weight components. Our block was designed using FEA (Finite Element Analysis) software to allow us to remove unnecessary material. Our unique web design not only looks great but is 100% functional. We decided on aluminum for our block and steel for the bed plate.”
D&J uses six studs per main with about 2 inches of 5/8ths thread in the block. This provides over one million pounds of clamp force for the bed plate to the block.

“We are utilizing a billet Winberg crankshaft,” he says. “We manufacture the 1˝ longer connecting rods and forged steel ring land pistons in-house for this engine. We also raised the deck height 1˝ to improve rod-to-stroke ratio and are utilizing a roller camshaft in this engine for added durability.”
To seal the Executioner, D&J decided not to utilize a head gasket, but instead opted for o-rings.
“We o-ring seal the oil and use a reusable, spring-energized fire ring that originated in aerospace,” he says. “The 24-valve, billet aluminum cylinder head is held in place with a custom ARP 625 stud with 5/8ths thread in the aluminum. All the threads in this block and head are roll formed for the strongest thread available.”
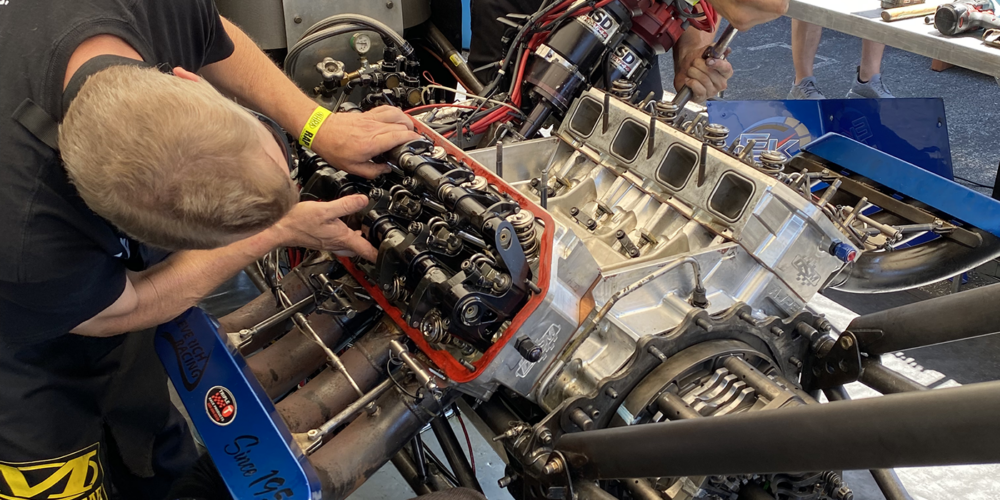
When it came to the Executioner’s cylinder head, D&J had goals to have the lightest and highest flowing cylinder head on the market. In Drew’s words, the team crushed it.
“To meet our goals, our intake manifold could only weigh 10 lbs.,” Pumphrey says. “Not only did it have to be light, it had to flow well, distribute air evenly and hold up to 200 psi of boost. This alone took over a week to design using FEA testing to make changes to the designs.
“We were not happy with our first exhaust port design, and after several revisions, ended up with a patent-pending design for the exhaust port in our head. We have an exhaust port per valve in this head giving us 12 exhaust ports for a 6-cylinder engine. This unique design gave us an additional 100 cfm of exhaust flow.”
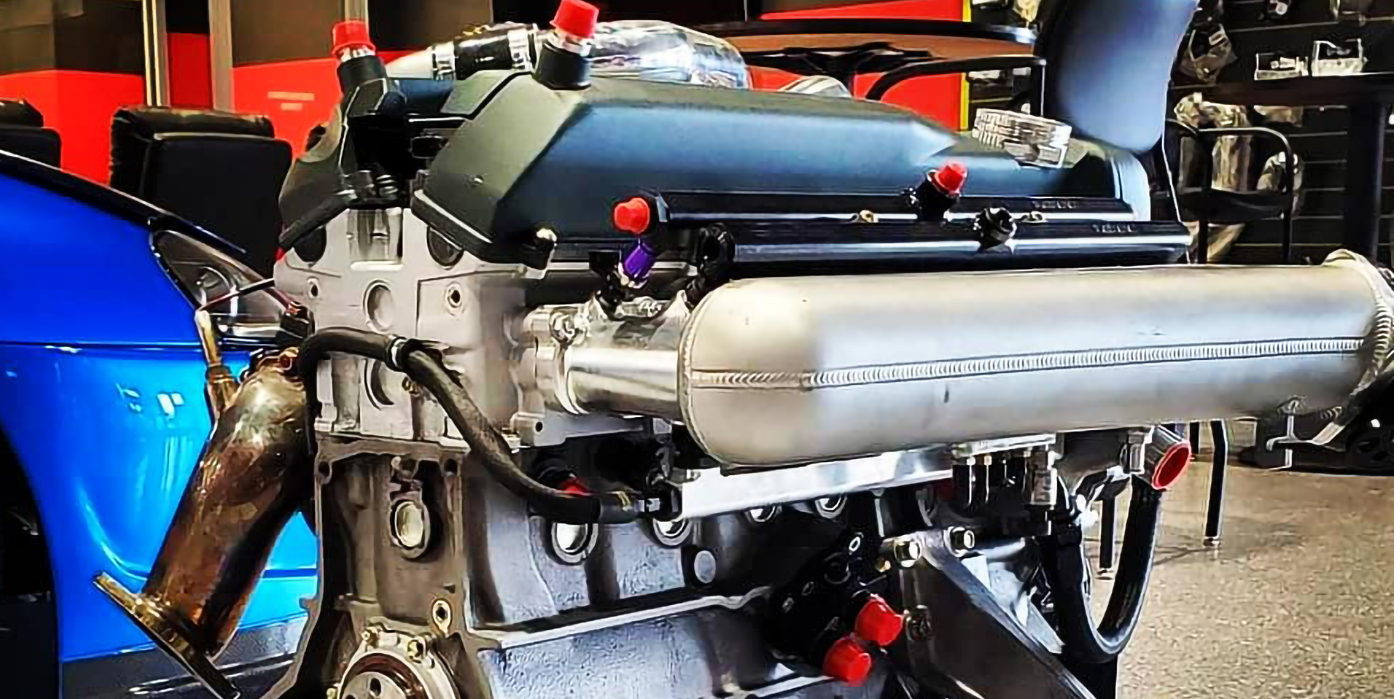
This patent pending design required a custom exhaust manifold to be built to fit the 12 ports. Since nobody makes a 12-port exhaust manifold, D&J took it upon themselves to create it in-house.
“There’s a lot of hurdles that come into play when you make a custom piece like this and you’ve got lots and lots of hours into making one piece,” he says. “The goal is to make this head universal to where you can use the Stage 4 head with the 12 ports and be able to put it on any Cummins engine. Current racers and sled pullers out in the market now with their standard six-port exhaust heads will be able to buy this head and this manifold and pick up 100 cfm of flow, which translates to more horsepower and lower exhaust gas temperature and moves the industry forward.”
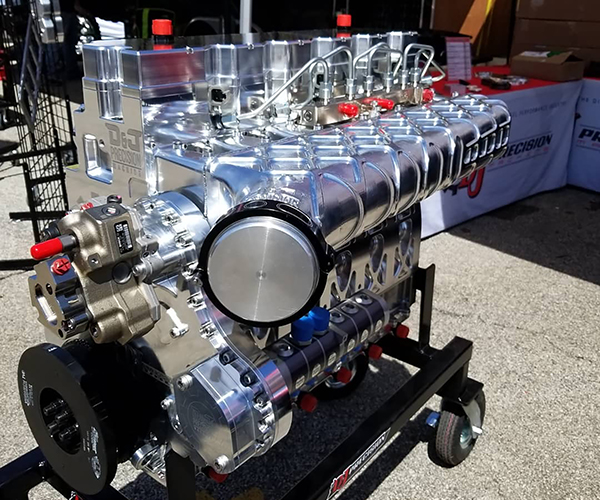
On the front of the engine, D&J designed a billet timing gear housing to eliminate the need to run belt-driven accessories.
“All of our accessories, including multiple high-pressure fuel pumps and the oil pump, are all gear driven,” Pumphrey says. “This gives our customers the most reliability available. We designed every part in this engine for maximum performance and durability.”

From the oil pan to the valve cover and every part in between, this engine was 100% designed and manufactured in the D&J facility here in Ohio, USA. To finish off the build, D&J relied on Exergy Performance to cover the fuel system with 650% over injectors and two 14mm race pumps. Controlling everything in the Executioner is a Bosch ECU and Powerbox all set up and calibrated by Exergy Performance.
Lastly, Fluidampr tested the engine harmonics and made sure their damper was properly tuned for the application, and Hot Shots Secret supplied all the essential lubricants.
From the oil pan to the valve cover and every part in between, this engine was 100% designed and manufactured in the D&J facility here in Ohio.
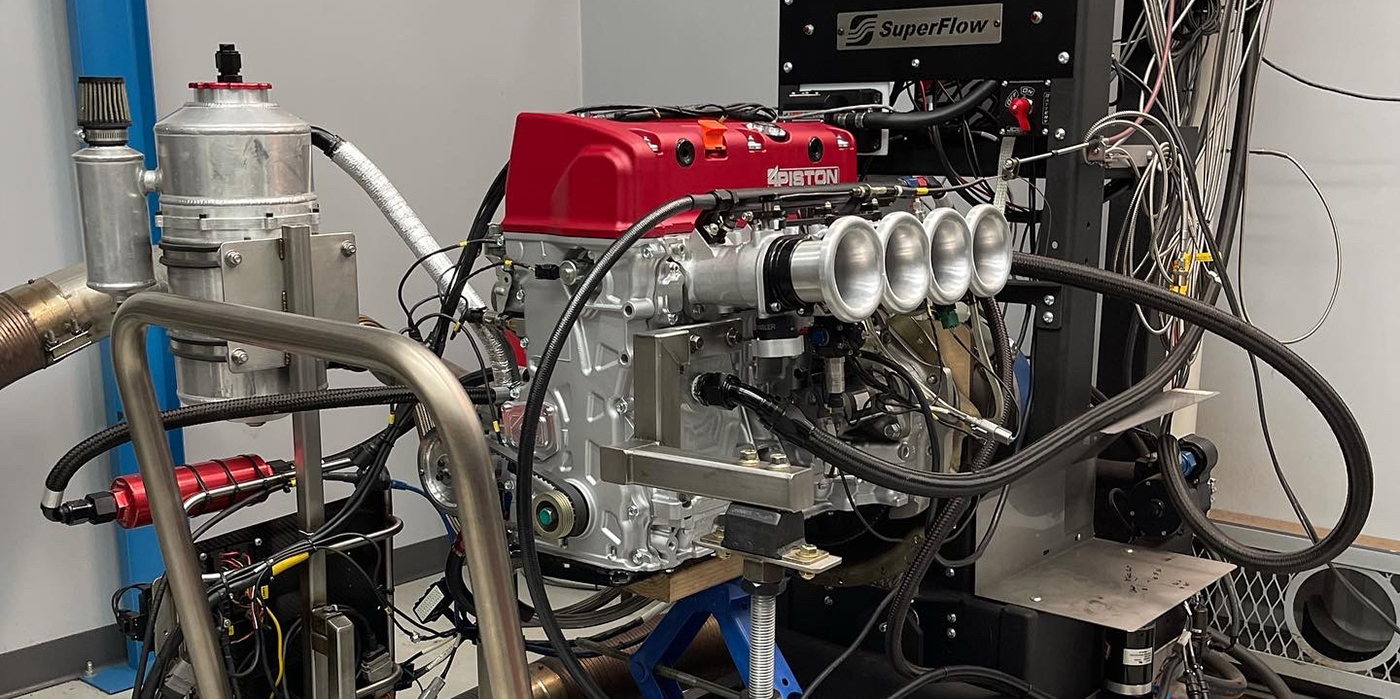
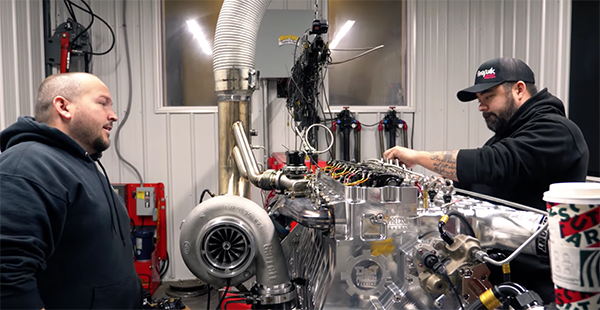
“Since this is a new engine, we wanted to not only test the limits of it, but also do so with the most knowledge available,” Pumphrey says. “We are working with some of the best people in the industry on the development of this engine, such as Phil DeVries at Exergy Performance, who is helping every step of the way on all aspects of the fuel system and engine calibration. Without him we could not finish this project.
“We are also working with Kistler on in-cylinder pressure, which is giving us information no one has ever seen in a high-performance engine. This will help us design better parts for more durability as well as tuning strategies that will help save parts. Our goal is to make engines that will take the abuse that good customers like Firepunk Diesel put them through.”
D&J ended the Executioner’s test session with over 3,200 hp and over 3,300 ft.-lbs. of torque. The first Executioner engine is going in a Pro Mod chassis raced by Firepunk Diesel with a single GT55 turbo, nitrous and water injection with a goal of over 3,000 hp. Giddy up! EB