You might need some schooling on how to take care of your tooling:
Yeah I know, it’s a corny rhyme, but there’s truth there. Let’s face it, tooling costs money, and depending on which type of tooling we are talking about, in some cases, the tooling is at least valued at half the price of the machine.
What makes a tool tooling?
Hammers, sockets, screw drivers and wrenches are tools. I’ve had a few employees over the years that could be referred to as tools, but I digress.
Tooling may refer to cutting tools, fixtures and accessories that are used specifically for a machine.
■ Cutting tool (machining), any of hundreds of kinds of cutters
■ Fixture (tool), a fixed work holding or support device
■ Jig (tool), a movable work holding or support device
In the world of engine building, our tooling includes valve guide pilots, core drills, core reamers, seat pocket cutters, knurlers, carbide valve seat cutters, seat grinding stones, stone holders, honing stones, rotary files and the list goes on. You get the picture. The investment in these tools is expensive, so you MUST take proper care of them.
Seat & Guide Machine Tooling
One of the most expensive investments in regards to tooling has to do with your state-of-the-art seat and guide machine. That tooling needs proper care – especially if you want your machine to perform according to manufacturer specs. These newer machines don’t have a clue if your tooling is dull, bent, nicked, burred, or not the correct size. They do exactly what you direct them to do, and if your tooling is not up to spec, you’ll trash a workpiece in record time.

Most of these newer machines incorporate the latest in tooling for multi-angle seat cutting, which includes special cutter blades, carbide pilots, extremely sensitive leveling systems and upgraded mounting fixtures. Most feature a tool board to store and protect the necessary tooling. However, the operator has a huge responsibility to insure the tooling is in tip-top condition at all times.
Carbide tooling comes in a variety of forms. You have carbide counter-bore cutters, valve guide pilots, core drills, core reamers, ID reamers and single or multi angle cutters. Carbide is the most affordable material that provides long life, holds size and can be formed into a variety of shapes and is readily available. However, it needs tender loving care. Carbide by its very nature is more brittle than high-speed steel.
At the very least you should put a fatigue mat in front of the work area for two reasons:
■ It makes it more comfortable for your operator.
■ It provides a somewhat soft landing for your tooling.
Carbide Pilots
Due to engine manufacturers putting as many as five valves into each cylinder, some with stem diameters as small as 4.0mm, the only way to have any chance of seat concentricity is to use a solid carbide pilot. Let’s face it; with all three angles being machined simultaneously the weak link in the equation is the pilot. A high-speed steel pilot is actually bent over by the cutting pressure. It can flex by as much as .002˝. To hold concentricity the automotive equipment manufacturers started making pilots out of solid carbide. While carbide is very stable, it is also very brittle. If you drop a carbide pilot onto a concrete floor you will have many smaller, unusable carbide pilots. Since carbide pilots can cost a pretty good chunk of change, it’s in your best interests to treat them with the utmost care!
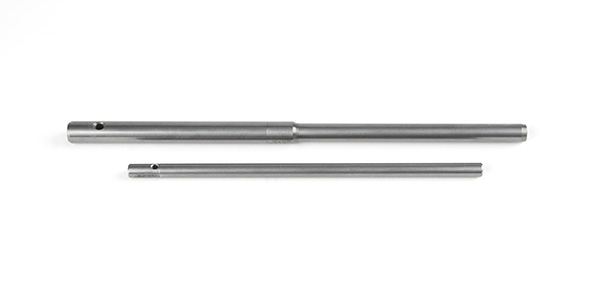
Pilots are probably one of the biggest inventories you have as they’re required for every .0001 of an inch to cover the valve guide IDs your shop will encounter every day. Pilots are also made from high-speed steel and, yes, they are hardened to provide long life. However they will wear and if they wear too much you can have chatter.
As I said before, most seat and guide machines have a tool board, but sometimes not all of your pilots will fit on the tool board. It’s a good idea to store them in plastic sleeves or in specific trays. I have been in thousands of engine machine shops in my time and have seen some pretty creative ways to store pilots. I have seen 2x4s with holes drilled and I have seen PVC tubing used the same way. It really makes no difference how you store them as long as you do it in an organized manner. Keep in mind, if a carbide pilot is not usable due to a lousy storage decision, you will spend almost $200 buying a replacement carbide pilot.
Reamers
Reamers are probably the next piece of tooling that you rarely have in the right size and have considerable dollars invested. Reamers are also made from high-speed steel or solid carbide and are available in many sizes from 4mm to ½˝. Rules are rules so only use HSS reamers in cast iron valve guides and carbide reamers for most bronze materials. HSS reamers are around $50 each, while carbide reamers will go $200 or more real fast. Reamers are final sizing tools to insure you have the proper clearance between the valve stem and the valve guide. All reamers used in bronze types of material need lubrication. HSS reamers in cast iron can be run dry without any lubrication.

Reamers by their design are fragile and must be handled properly, so you don’t want to have them banging around in a tool drawer. You don’t just toss the reamer on your workbench as this may cause chipping of the flutes. These are precision tools that require proper storage to maintain their accuracy. Keep in mind, these reamers can be sharpened and they can also be resized to a degree. Check with your local tool sharpener or favorite shop supply company for more details on making smaller reamers from bigger reamers.
Core Drills and Core Reamers
The core drill is the tool for cutting out integral-type valve guides. Core drills are made mostly from high-speed steel, but you can get them in carbide as well. Your core reamers are made from the same material and again you can’t just toss them into a drawer. Organize them according to size on your tool board. Periodically inspect the cutting flutes for nicks and burrs. Also look for overheating, this will create a blue color change in the flute area. Core drills and reamers can be reshaped by a quality shop supply company or take them to a professional sharpening service close to your shop.
Multi-Angle Cutter Tips
These little guys are the real workers when it comes to cutting seats on multi-valve overhead cam cylinder heads as well as performance and diesel cylinder heads. Although they are affordable, they aren’t free. Take a magnifying glass and inspect the cutting edge, look for nicks, burrs and burn marks. If you find damage, sharpen the cutting edge. It won’t reshape the degree of angle, it just sharpens the cutting edge.

Keep the tips in a protected environment to prevent them from banging against each other. Be sure to keep the little plastic sleeves that your supplier ships them in. When you acquire enough of them, take the time to mark the outside of the box and then only store that blade in that box. Over time you will have a complete and well-organized inventory of tips. In a perfect world, you would have your most popular tips installed in holders and ready to go for the next job.
Another tip for prolonging the life and improving the cutting action of your tips is to use a cutting fluid.
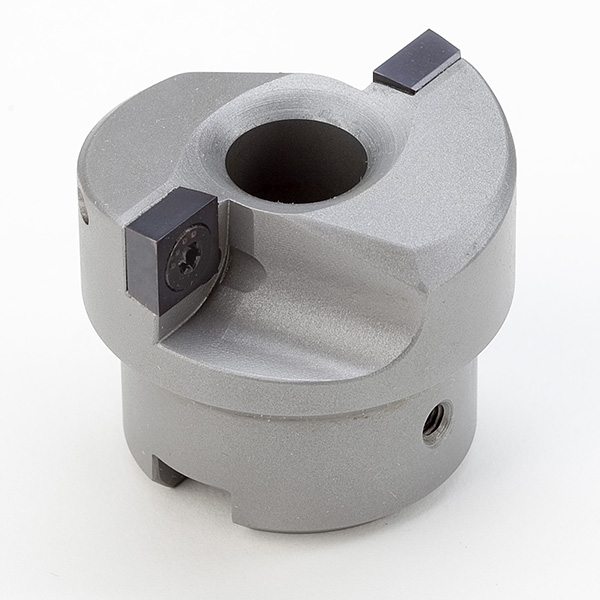
Seat Counter-Bore Cutters
Counter-bore cutters are generally fixed in size and the carbide tips are both indexable and replaceable or they are brazed. They are available in a variety of sizes and some manufacturers offer a fully adjustable type of counter bore cutter. Again don’t let them come in contact with each other and periodically inspect for chips or burrs. They can be resharpened or rebuilt by a quality supplier. Always test bore or measure them prior to using them on a customer’s cylinder head to insure the counter bore size is correct.
I had a conversation the other day when a customer called to see how he could make his multi-angle seat cutting tooling continue to work now that the manufacturer had quit making the brand and size tooling he had. After listening I said we can convert you to tooling that is always available anywhere in the world and that starts with the top pilot size.
If you don’t already know, the absolute most popular top size for a valve guide pilot in the world is .375˝. Yes, that is the size 3/8˝. You can go to Europe, South America, most any shop supply company has .375˝ top size pilots. In fact, most current equipment manufacturers like Serdi, NEWEN, Rottler, Winona Van Norman and others have zeroed in on the .375˝ top.
If your seat and guide machine came with .385˝, .389˝, .390˝ or even .437˝ top pilots, you cannot find the detailed range of the pilots you need. So, what are you gonna do? Buy all new tooling? Great idea if you have the funds to make that happen. I would ask you to consider to simply upgrade your existing tooling. In most cases all you have to upgrade is the ball head. Once you upgrade the ball head for .375˝ top size pilots, you are good to go. It is important to insure the tool tip holder is compatible with the upgraded tooling and the upgrade is available in this market.
At the end of the day, you have a considerable investment of hard-earned dollars and that investment needs to be organized and protected. Take the time to do it now or it could cost you in both time and dollars in the future.
See ya in the shop! EB