When discussing bearing clearance, you will find that the formula will change from builder to builder. Variances in the use of the motor, the specific platform, preferred oils and oiling systems, and operating and ambient temperatures, also need to be factored in. We will discuss the basic theory of the LS mains, bearings and relating factors.
When discussing basics of main bores, the many important factors are main bore alignment, perfectly round hole, main cap tension and main bore size consistency. With all main bores being honed with a single hone head and multiple stones, it creates a perfect line of holes not allowing for any offset, resolving the issues of main bore misalignment provided the main bores were put on center prior to the hone process. Sizing/roundness can be an issue using a single hone head as material will remove at a different rate from hole to hole. This is resolved with many different techniques. This is something that would need to be in an article on its own due to the technical nature of the processes.

Tension on the main cap register is another large contributing factor to repeatability of the roundness/straightness of the main bore. GM LS blocks, with the exception of a few, rely only on register pressure for repeatability in regard to cap position. If the register is loose creating a loss of tension as the cap is removed and installed for assembly, it can misalign and cause an issue with the roundness and straightness of the bores as well as the thrust surface. This is very common of many aluminum blocks and must be addressed by adding main dowels or pins.
The dowel and or pin will ensure that the location of the main cap is consistent. This will ensure that the main bores will stay the same on the block during the build process. This will also allow the main cap to remain in its proper location if the block begins to distort or the main fasteners are not able to keep the cap properly seated under high stress.
Once the bores are ensured to be correct, the next area of importance is the bearing. Each manufacturer and block will have a variance in location of the oiling supply holes as well as the eccentricity of the bearing on the inner surface where oil is supplied to support the crankshaft. With different manufacturers of both blocks and bearings it is important to ensure that the selected bearings utilize the same location for the source of oil supply.
When looking at eccentricity of the bearings you will find that different oils, operating temperature, rpm, oil system design, power level and type of use will all play a role in the changing need for eccentricity. The concept is to create a wedge of oil at the parting line of the main cap and block. The 6/12 o’clock position of the bearing will measure tighter than the 3/9 o’clock position, creating the space for the wedge of oil that is needed to properly protect the crankshaft and bearings. Again, this will change based on use but the general variance will be four numbers out, meaning you could see growth in inner diameter at the parting line of 0.0001˝-0.0005˝.
Different bearings and their uses will come into play as well. When selecting bearings it is important to speak with the specific manufacturer about your intended use and allow them to determine the needs for your application. You will see Bi and Tri-metal as well as coating and plating options from most major manufacturers. This is another discussion in itself and should be discussed in depth with your chosen manufacturer or builder when making your final selection.
There are also variances in widths and chamfer depths of bearings that will need to be addressed. With stock crank builds you will work with a female radius, meaning the radius retracts into the crankshaft making for a broader bearing surface and no chance of crashing a radius on a bearing edge. Aftermarket crankshafts will have a standard radius that protrudes into where a stock bearing surface would exist. This creates a need for a narrowed or chamfered bearing. The radius diameter varies by manufacturer or level of crankshaft and typically increases with intended power level. If the wrong combination is used, it will cause metal-on-metal contact or reduced oil film and will end in a catastrophic failure.

Thrust or crankshaft endplay is another tolerance that is ever changing based on application. On stock builds it is common to see a tolerance as tight as 0.004˝and in extreme applications as large as 0.012˝. The same general factors will apply to where this will be set. One large contributing factor we have found is the need for additional clearance on vehicles with extended time on a trans-brake, especially with power adders.
When looking at things like extended spool times on turbo builds you will find a need for additional room for torque converter growth due to extreme heat and increased pressures. The back side of the bearing is the primary target of pressure. We have found that by adding additional oil supply galleys on the rear of the thrust bearing you can control additional oil between the bearing and crank where the added pressure is applied. This helps to increase the life of both the bearing and the crankshaft in these extreme conditions.
We recommend taking note of your initial endplay on the build for tracking purposes allowing for a quick check if there is a concern of excessive pressure on the crankshaft or bearing damage while the motor is installed in the vehicle. It is also important to consider the means of crankshaft signal as stock systems can begin to malfunction if thrust becomes excessive. Certain extreme applications will require a flying magnet or an external crank signal system.

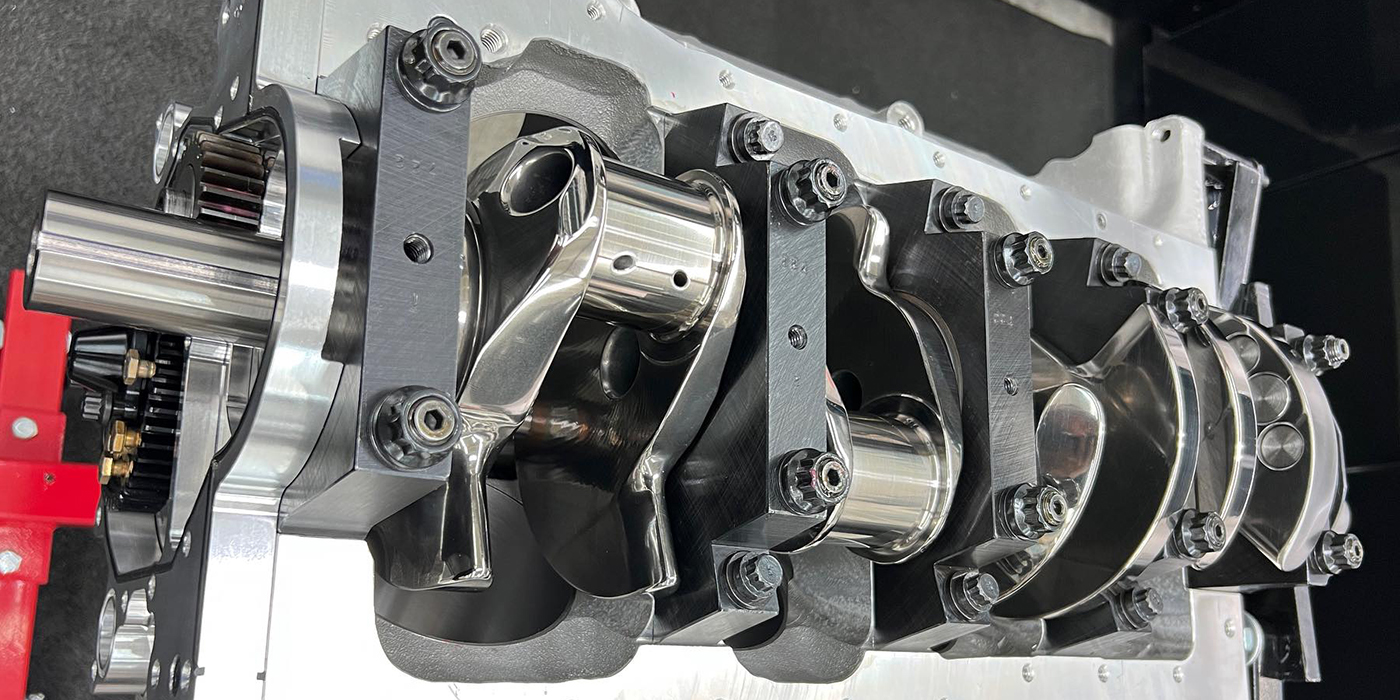
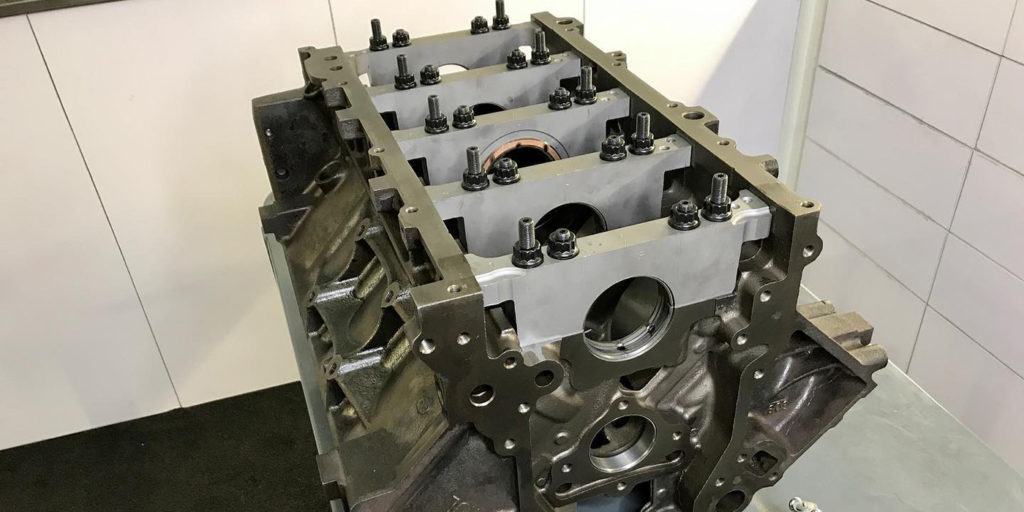
from Thompson Motorsports shows how the mains have tension. If the tension is not appropriate, it’s possible to have a variance of thrust due to incorrect main cap placement.
It is also important to touch back on main cap tension, pinning or dowels. If the caps are pinned, doweled, or tension is not appropriate, it is possible to have a variance of thrust due to incorrect main cap placement. It is extremely important to ensure the cap/thrust face is square to the mains to prevent any issues.
If you have spent any time around the LS, specifically stroker motors, you likely have seen failures in the #2/4 main bearings. There are a number of ways to remedy the concern of premature bearing wear or damage. When discussing the problem and resolution, we will assume that all of the previously mentioned conditions are properly addressed and are correct, meaning we are looking for a problem outside of the block/bearings.
With the design of the original LS crankshaft there is no use of counterweights on the center of the crank. In higher power and rpm applications, an oscillation of the crankshaft will begin with the most extreme seen in the #2/4 main bearing. In recent years, the introduction of center counterweighted crankshafts to the LS platform has been the resolution. This, however, is not always possible with many aftermarket crankshafts not offering the option for center counterweights. There is availability for minor variances in bearing clearance on the #2/4 main to allow for additional room under crankshaft flex. This is not a fix for the fundamental problem, but instead a way to work with a common design.
If we take a look just outside of the mains, there is also a problem on motors with large blowers or superchargers. When increased torsional strain is applied to the snout of the crankshaft, it allows the #1 main to sustain damage if not addressed. This can be resolved with a few external bearing options stabilizing the snout of the crankshaft and reducing load on the #1 main bearing.
In closing, it is important to remember that every build will have variances, which equate to a slightly different answer to the question of “what is the proper way to build a motor or set up the mains.” Each builder with experience should find their own formula for success as there is not one answer for any of the above questions. In the end, it is best to discuss these in depth with your builder or parts manufacturer to find the specific needs of your particular build. EB