
QUICK DRILL CLAMP
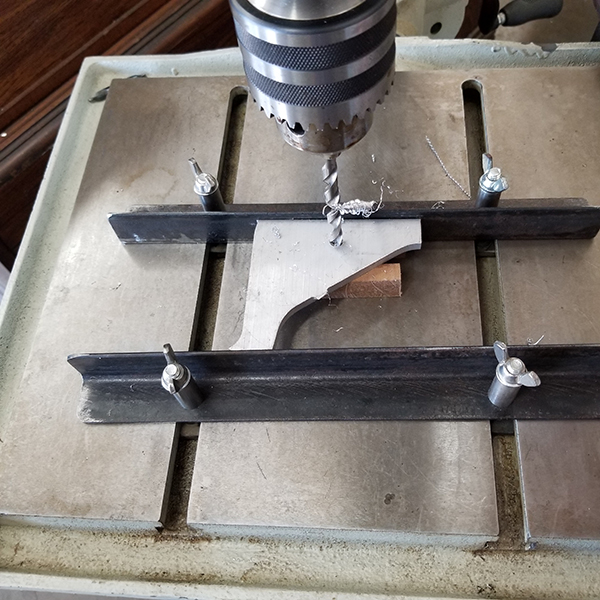
A very handy drill press clamp set can be made in about 15 minutes from 1˝ angle iron, two carriage head bolts (they fit the t-slots), a couple valve guides for spacers, and two wing nuts.
It has a wide operating range and is very quick and easy to adjust or remove as needed. The angle iron can be any convenient size. Many techs will try to hold parts while drilling, resulting in injury. This clamp set significantly improves shop safety.
Tom Nichols, Automotive Machine & Supply, Inc., Cleburne, TX
SOUND CLEANING SOLUTIONS

If you use an ultrasonic cleaner you can use smaller containers with various cleaning solutions in them within the water-filled ultrasonic cleaner. It will clean various materials simultaneously and reduce cleanup mess, time and expense.
Garage & Customs, Colin Eddy, Dallas, TX
SAVE THAT SPECIAL PISTON

When I really need to save a piston that does not have a good way to press it off without wrecking the sides, I mill a slot along the exposed lower side of the pin bore and it will release the pin fit. Then you can just tap the pin out.
Randy Torvinen, Torvinen’s Machine, Menahga, MN
HIT YOUR MARK

Here is a trick I use when I am boring for sleeves, line boring mains or any other type of boring where my size and tolerance is tight. Prior to removing the tool on your second to last cut, set up a mag base and a tenth indicator. Sweep your tool bit and zero the indicator. Remove tool and set to size on your boring machines setting fixture. When you put the tool bit back into the boring head, sweep the tenth indicator again and it should read exactly 1/2 the amount you want to bore. Doing this will insure you that it will cut exactly the amount you want, every time.
Nick Jones, Automotive Machine, Fraser, MI
CONVOLUTED IDEA
On many spray-wash machines, the “parts tree” will scuff up a freshly surfaced cylinder head if it is allowed to touch it. I simply slide some Convoluted Wire Tube over the branches of the tree and the heads are safe. Sometimes it can be difficult to get them to sit on the opposite and irregular surface, and this can really help.
Ron Flood, Cedar Machine, North Branch, MN
HIGH ZINC OIL FOR MORE THAN JUST CAMSHAFTS
With more engine builds moving away from flat tappet cams to avoid the “oil & zinc” issue, another engine component frequently gets overlooked – the piston ring. While we all know flat tappet cams need to be broken in, piston rings and cylinder walls still need to break in as well, even if the camshaft is a roller. Many of us have heard that you should not break-in an engine with synthetic oil because the rings will never seat. That can certainly be true (there are a few notable exceptions), especially if the cylinder finish is not dialed in. The topic of cylinder finish is more expansive than the room we have here, but it is worth noting that piston rings need friction and load to seat in. This seating or break-in process can be helped or hurt by the choice of motor oil and the process used during initial engine break-in. Today we have a wide range of block materials (Cast Iron, Compacted Graphite, Nikasil, Alusil, Ductile Iron Sleeves, Plasma Spray Bore) and each of these materials hone differently. We also have different ring face materials (Plasma Moly, Chrome, Nitrided and PVD) and each of these ring face coatings wear differently. It is worth noting how much material change has taken place in the industry, and there are lubes, tools and procedures to help you navigate these changes. A low detergent, high zinc, non-friction modified motor oil gives you the widest margin of error during that critical, initial break-in period.
Engine Pro Technical Committee with special thanks to Lake Speed, Jr., Total Seal Piston Rings












