
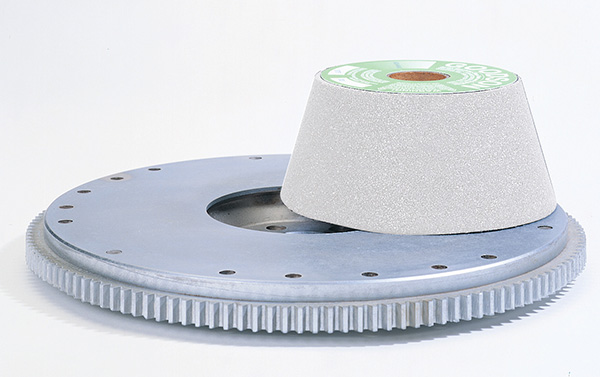
Today’s shop owner is always looking for the edge, the next big business opportunity – and you may not even realize that your flywheel grinder can be one of the most profitable machines in your business.
With basic skills and training, just about anyone in the shop can grind a flywheel properly. It doesn’t require a skilled machinist, it’s fast and the machines don’t take up much floor space. Flywheel grinders are affordable, too. In just a short period of time, your customers will actually buy the machine for you through the labor dollars it creates.

The setup is simple and the job itself is very fast. In most cases, you should be able to average over $100 per hour if you can keep the work coming in from customers. One of the most common features of all flywheel grinders is the 1.250˝ arbor for mounting the wheel. That’s where the big question comes in – what grinding wheel should you be using?
A common question we get is why we offer so many different grinding stones. The simple answer is that not all grinding stones are created equal. Flywheels and other clutch components are made out of different metals, so different stones need to be used.
Let’s start first with the standard vitrified or resin grinding wheel. These wheels come in a variety of sizes and each are designed to grind a certain material. The basics that go into a grinding wheel are: Abrasive, Grit, Grade, Structure, and Bond.

Abrasive is the material from which the wheel is made. This is what does the work. Most common abrasives include, Aluminum Oxide, Silicon-Carbide, Zirconia Aluminum Oxide, Cubic Boron Nitride (CBN) and Synthetic Diamond. Each has its characteristics and applications.
Grit is the size of the abrasive grain in the wheel. As you probably know, the lower the number, the coarser the grit. Coarse grits are used for soft, pliable, stringy materials when you want fast material removal, have a large contact area and high pressure. Finer grits are used to produce smooth finishes and when you’re grinding hard, brittle materials and have a small contact area.
- Coarse grits are 8, 10, 12, 14, 16, 20 and 24
- Normal grits are 30, 36, 46, 54, 60 and 70
- Fine grits are 80, 90, 100, 120, 150, 180 and 220
- Very Fine grits are 240, 280 and higher
Grade refers to the strength of the bond that holds the abrasive grains together. This can range from very soft to very hard and is represented A to Z in grinding wheel specs. Softer grade wheels cut faster with less chatter. They require lower amps or power to drive them, have shorter wheel life and produce a rougher finish. Harder grades cut slower with more chatter. They produce a finer finish and have a longer life, but require more power/amps to operate.
Structure denotes the spacing of the abrasive grains in the wheel. The lower the structure number, the denser the wheel. Structure numbers range from 0 to 14.
The final component we’ll look at is the bond. As the name implies, this is the material that holds the abrasive grains together in the wheel. There are several common types of bond – vitrified, resinoid, epoxy and rubber. Each of these bonds has its own characteristics and applications.
Now that we’ve covered the basics of how the wheel is made, it’s time to decide which stone to use for which flywheel. Most American automotive flywheels are cast iron. Most truck, bus and agricultural flywheels are cast steel. High-performance and a few import flywheels are billet steel. To determine what material your flywheel is made of “spark test” a flywheel before grinding it. Using whatever grinding stone is on the machine, briefly touch it to the flywheel and watch the sparks.
Cast iron (soft) flywheels make deep orange sparks that travel only a short distance before burning out. Cast steel (medium) flywheels make light orange to golden sparks that travel farther before burning out. Billet steel (very hard) flywheels make bright yellow-white sparks that travel very far before burning out.
Another way to tell if you have a cast iron or steel flywheel is to look at the back of the flywheel. A cast iron flywheel will have a texture very similar to a small block Chevy block. The back of a steel flywheel will be machined and will look like an old vinyl record with grooved machining marks.
If your flywheel is cast iron, you’ll want to use silicon carbide abrasive. If you have cast steel, you’ll want to use a silicon carbide oxide combination abrasive. If you have billet steel, you’ll want to use aluminum oxide abrasive. CBN is also designed for cast iron, and the diamond stone is used for coated components.
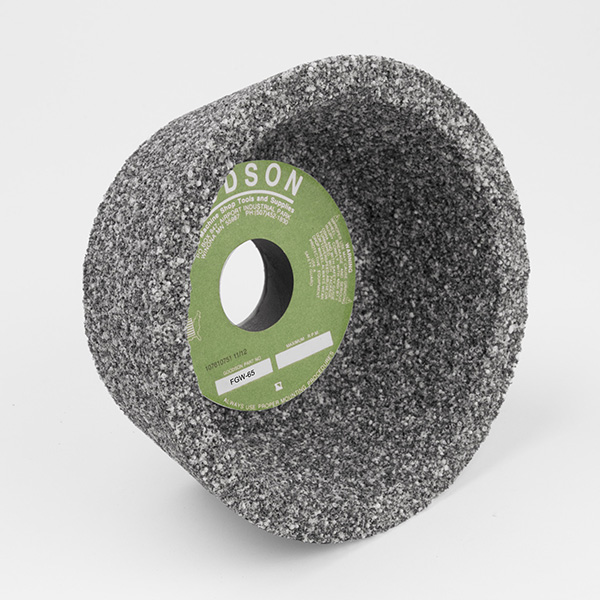
The most popular grinding stone that we see is our FGW-57, which is a silicon carbide abrasive for cast iron. This stone has been the go-to for Chevy and Ford flywheels year after year. Our Big Brute grinding stone, which is based on the FGW-57, has a much bigger dimension, allows you to be more aggressive and apply more down pressure. You’ll also get a longer life out of it. For steel alloys, our FGW-65 has been a popular choice.
Flywheel grinding is a job that really doesn’t take that much time. If you aggressively attack the flywheel with steady down-feed, the typical cast iron flywheel will be ground in about 15 minutes.
However, don’t just dial-in a cut and walk away from the machine. This causes heat and premature stone loading. Stay with the machine and feed about .001˝ per revolution of the flywheel. This keeps the stone free-cutting and gets the job done. A steady, constant down-feed actually works the stone as designed. This unloads the material removed from the flywheel, along with fractured stone grain. If you down-feed properly, you won’t have to dress the stone during the grinding process.
Another valuable tool in your shop is the valve refacer and your valve refacer grinding wheels. Like flywheel grinding stones, not all valve grinding stones are the same. The reason being – not all valves are the same. They come in various sizes and are made out of different materials such as stelite or titanium.

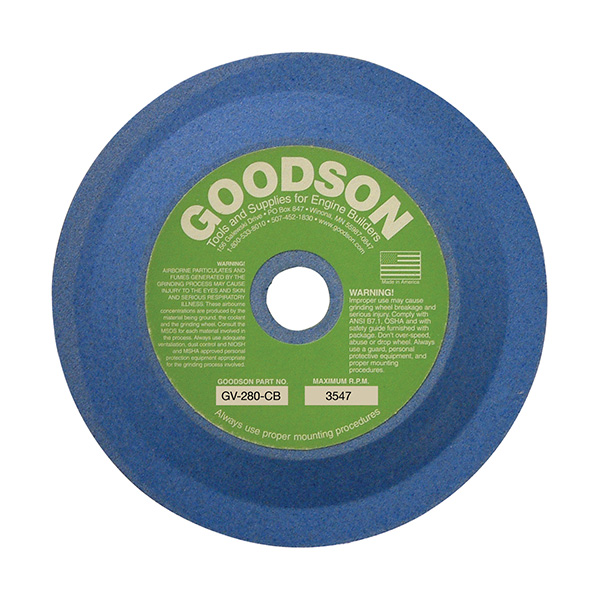
One grinding wheel we offer is the GV280, which fits the Kwik-Way SVS and is a general purpose spec. The GV281 is for stelite valves and the GV282 is the original Kwik Way spec for grinding titanium. The GV282A is the Goodson spec for grinding titanium.
We also have a blue grinding wheel, which is a Goodson spec for general purpose use, but it’s designed to grind the harder materials. A lot of the medium-duty diesel valves have multiple alloys in them, so this is a good grinding wheel for those valves.
Choosing the right abrasive against the material you’re going to grind is very, very important. However, you also need to use the right oil. Don’t use transmission fluid for grinding! Use a specific grinding oil like a standard purpose VGO-10 grinding oil. Goodson also now offers a VGO-SD10 grinding oil, which is a severe-duty grinding oil. It has special ingredients that allow you to get a good edge when grinding smearing materials such as titanium, Inconel, stelite and different alloys manufacturers are putting into their valves. This severe-duty grinding oil will likely become the go-to grinding oil over the VGO-10 because of the harder materials manufacturers are using.
If you have the right abrasives and the right oils, another thing to ensure when looking at your grinding wheels is that you have a good, sharp, pointed dressing diamond. If your dressing diamond has a flat on it, all you’re going to do to the edge of the stone is close everything off. You’re going to close off the pours and negatively affect the grit, because what the diamond actually does is opens all that up.

Through the grinding process, you’ve got the material from the valve, you’ve got the breakdown material from the wheel and it circulates through and gets packed into the wheel during the grinding process. It’s important to have a nice, sharp, pointy dressing diamond to remove that build up and give you a good, clean, cutting abrasive.
These wheels are available for just about every valve refacer machine out there – Black & Decker, Kwik-Way, Souix, Sunnen, Rottler, Comec, Winona Van Norman, and more. And, lastly, when doing any sort of grinding, make sure to wear an apron and a face shield for added protection and safety. EB












