
SIGHTING IN YOUR CAM BEARINGS

We all know that some cam bearings can be a bear to install with their holes lining up correctly. To help ease the installation, we milled a .125˝ slot down the center of our cam bearings tool. By aligning the hole in the bearing with the slot, it is very easy to keep it lined up with where you want it to be in the block.
Kody Redman, Redman’s Performance, Oakhurst, CA
HEX HEAD VALVE NUT

Disassembling an old stuck engine can be challenging. When valves are stuck in the valve guides, try welding a nut to the face of the valve. Now you can rotate it to help free it from the guide.

Dave Matton, D and D Auto Machine, Bloomington, MN
SUPPORT RAIL INSTALL
When using pistons that require oil ring support rails, we use a .008˝ feeler gauge between the piston and the rail as we slide the rail into place. This way it does not scratch the piston or catch as its going into place.
Adam Cofer, Salina Engine, Salina, KS
ANOTHER SILLY HEAT TRICK
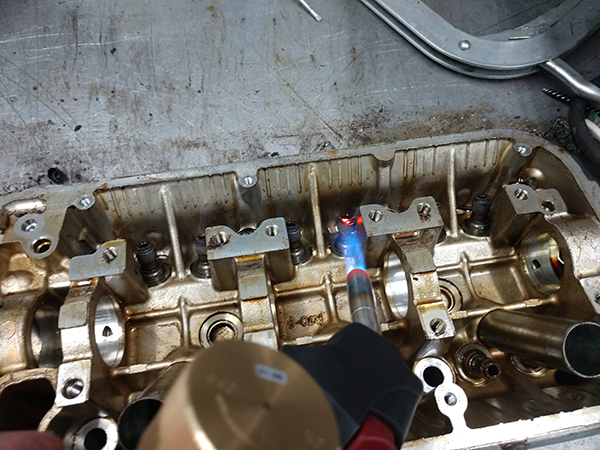
We all heat our oil plugs, studs and bolts to free them up. I found another heat solution to remove stubborn valve seals. I just warm them up with a propane torch to soften the rubber and they pull right off. This works great!
Randy Torvinen, Torvinen’s Machine Shop, Menahga, MN
A DIFFERENT CAM BEARING FIT

Most, if not all, OEM blocks were fitted with semi-finished cam bearings and then the I.D.s were bored in place. Many suffer from poor factory size issues. This situation can lead to tight or no bearing clearance when finished cam bearings are installed. While correcting the housing bores is the preferred method, here are a couple of ways to get them to fit if that isn’t an option. Simply mic up the tight bore and turn the OD of the bearing on an arbor or spud in the lathe to achieve a .004˝ press. Another option is to belt sand the OD to achieve the proper press. It’s pretty easy to remove a few thousandths very accurately, even by hand. Of course, this won’t correct any housing bore misalignment issues, but it’s a better alternative to scraping or using a “cutter cam” where it’s a simple bore size issue. It also allows you to use coated bearings in an application that you otherwise could not, because of the need for I.D. sizing.
Ron Flood, Cedar Machine, North Branch, MN
MEASURE ONCE, CUT TWICE
Yes, we’ve all made that mistake, measure once and you better hope you cut it long, so the second cut will be on spec. Otherwise, you’ve ruined the work. The proper phrase, measure twice… seems to apply to many things we do around the shop. When receiving a job from a customer is a great time to practice. “Ask twice” to be sure you know exactly what you are working on, including the vehicle VIN number. When ordering parts, “verify twice” to be sure you and the sales rep know the parts list, application, sizes, etc. When machining, “check twice” to be sure your specs are accurate. When delivering the finished work, “thank twice” to be sure your customer knows you appreciate them.
Steve Rich, Sterling Bearing, Inc., N. Kansas City, MO












