We are living in a day and age where engine builders are frequently asked to provide power levels that would have been considered extreme even just a decade ago. The age of the turbocharger is upon us and it has allowed the average racer to look for power levels exceeding 250 hp per cylinder for something they want to drive around town. Social media and other modern media marketing channels highlight builds that are extreme so they can get the clicks and follows we all are trying to achieve. Customers read about these extreme projects and set out to build that for themselves, and more. It is the nature of the ego-driven racer to assume that if this guy made that much, I can make more because I’m me.
While the hobbyist hot rodder may set extreme goals to make their project stand out, there is still the real side of motorsports that relies on a well-rounded package to put trophies on the shelves. Many of the phone calls and inquiries we receive on a daily basis are for these high-output engines that make massive turbocharged horsepower – up to 400 hp per cylinder – but that isn’t what is on the workbench most of the time. Naturally aspirated race engines are still the dominating force on the racetrack in many series around the globe.
One of the most important aspects of engine building has nothing to do with the engine at all. You have to understand the customer and what they are trying to achieve. You have to figure out what their true understanding of the process is and then decide how you need to direct them to achieve their goals. As an engine builder, you know the questions you need to ask your customers, and some of the answers you get in return are unrealistic.
What is more important to you? Getting the absolute most power production from an engine living on the edge, or having some reliability to get you through a season or more? The answer to that question is often, “Yes, I’d like the most power possible and for it to be reliable.”
What rpm range is more important for us to optimize? Off corner acceleration from 4,000-6,000 rpm or the top end from 7,000-9,500 rpm? The answer is, “Yes, I’d like both of those, and if it’s not too much I’d like to run 11,000 rpm like I saw in your video.”
That isn’t every customer’s expectations, but it is familiar to us all to have to bring a customer back down a couple notches to get them into a package that is going to win races. There is more coaching and guidance in engine building than some of us are prepared for, but in the end, we just want happy customers.
This Honda K-series engine project was born of similar discussions that had many turns in the road and a shift of focus of what was important and what was desired. These Honda engines have become a motorsport staple due to their performance and aftermarket support. They are readily available and can produce big power per cubic inch without the aid of forced induction. This particular application is a Norma M20 road racing car and it is an application that we are very familiar with.
These are common for various types of racing from European Hill Climb events, 6 and 12-hour endurance road races, to being popular for simple club track days. In all of those scenarios, longevity is a huge focus, and of course, everyone wants to stand on the podium at the end of the weekend. In many cases, the car was equipped from the factory with a Mugen variant of the Honda K20A engine. These produce 235-255 hp from 2,000cc displacement. There are many different requirements depending on the series being raced, which will determine the engine that is put into the car.
Some sanctions place a 2,000cc engine displacement limit, and others simply say they have to run a Honda K20A engine. We spent a lot of time developing a high output 2,000cc engine that is reliable and fits into the confines of this particular application. We also developed a much more powerful 2,500cc version to fit sanctions that allowed for things to be pushed much further. In this instance, we had a pretty open book on what we were allowed to do, but it was a real challenge to figure out what we should do over what we could do.
Other customers posting dyno figures and race results from the very powerful 2,500cc engines led us down that path. One of those results being the Naturally Aspirated World Time Attack Record around Tsukuba Circuit in Japan in 2021. That is sacred ground for Honda enthusiasts worldwide and that success is what brought this opportunity to our door. Somehow through the process and discussions of power output, I kept hearing a voice come through concerning longevity and the joy of driving a well-rounded engine. No matter how much we talked about high figures and stretching the rpm, I really kept feeling the pressure of the flip side of the discussion.
Within this Honda K-Series platform you have OEM 2.0L and 2.4L variants. The K20-based engines are 86mm stroke x 86mm bore in an 8.350” deck height, and the K24 based engines are a 99mm stroke x 87mm bore in a 9.114” deck height. These offerings along with a large variety of cylinder head variants and aftermarket support make this an engine builder’s playground. In this particular Norma vehicle, most racers are going to stick to the shorter deck engine due to physically fitting the engine in the vehicle without modifying mounting points, exhaust and the body panels that fit over the car. Fitting the taller deck K24 engine into the chassis is not a big challenge, but intimidating for some owners to imagine. You aren’t swapping it in the car on a Saturday over a 6-pack.
We decided to stick to the 8.350” deck height for ease of adaptation, and I knew the customer had a desire to make more power output than a 2,000cc engine could produce, but it really needed to be reliable down the road. We settled on a 2,315cc engine to find this balance of power and longevity.
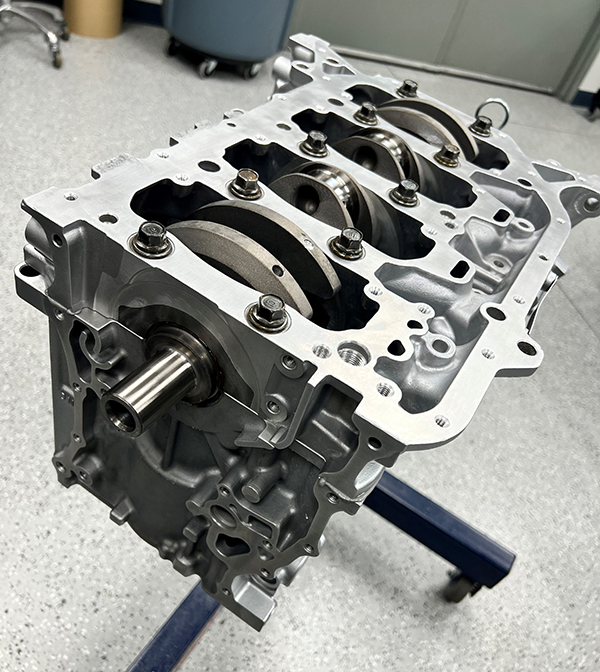
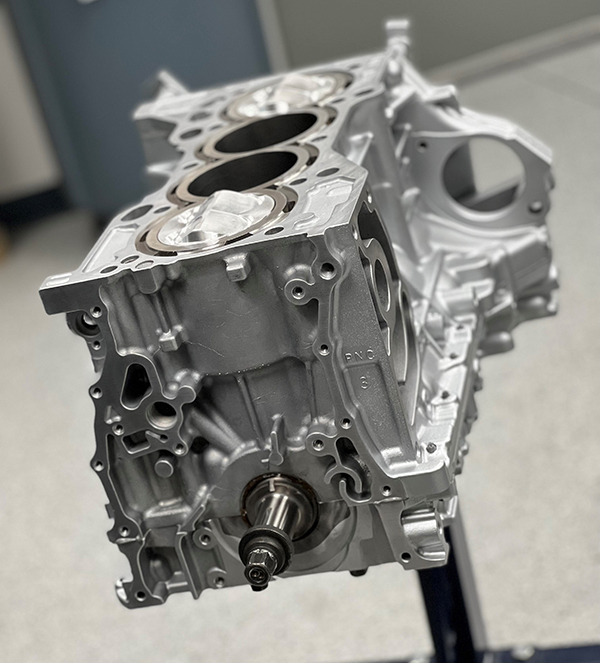
The K20 engine block is machined and fitted with a Ramey Racing ductile iron sleeve that we specifically developed for these engines. While the primary function is to allow us to run the 89.5mm bore for more displacement, it also provides a much more rigid cylinder that will last longer and take more abuse. There are a dozen companies that make sleeves for these engines and they all work. They all have different hardness, thickness and installation techniques. We use a thick sleeve for rigidity and have an intricate installation process that really makes this a rigid installation.
Our sleeve is much harder than most in an effort to keep great ring seal over time as the engine ages. While this particular application is rather tame, we do have 4-inch strokes that turn over 11,500 rpm. Imagine the 40 MPS piston speed rather than the 29 MPS piston speed that this engine will see. That kind of engine speed from a large stroke, small bore engine is really hard on the cylinders, amongst other things. The sleeve design, material and installation becomes a critical point in engine longevity.
The rest of the displacement comes from a 92mm billet crankshaft, however, Honda’s forged cranks are absolutely bulletproof, and there are quite a few options for different strokes. Most of these are out of production, so in many cases we will rely on aftermarket billet crankshafts. The billets give you a new crankshaft and more flexibility in sizing your engine, but they are in no way as strong as an OEM forged crank. In all the years of building thousands of these engines, we have never seen a broken forged Honda crankshaft, even at 2,000+ hp. Everything around it can break, but it never starts at the crank. The billets are not so forgiving. They are a little lighter, which rarely shows up on the dyno or in car acceleration data, but there are some really nice offerings available. You need to choose the application carefully because 7,500 rpm clutch drops, high rpm inline 4 harmonics, and massive vibrations and tire shake can take them out in a bad way. In this application, it is not a concern at all with the type of driving, the clutch arrangement and sequential shifting.
The piston in this engine is a lightweight strutted box forging from Wiseco that we have been using for 17 years. Wiseco engineers have helped us to develop this over those years in an effort to balance the strength and performance of the piston. Throughout that time we have moved the ring locations and sizes, changed the skirt profile, and reshape the struts to provide more support around the small 18mm wrist pin. We have made them in billet and from forgings, all in an effort to find more power without sacrificing strength. The basic design of the piston has largely remained the same, but we have had this piston size down to under 250 grams and up to 310 grams within that same basic design structure.
All of that enlightened trial and error on our development engines has led to this design, and we continue to push these as we come up with ideas. This piston is small and allows for it to be used with stroker crankshafts and a variety of rod designs. It also does not have a massive dome in an effort to promote efficient combustion and to also help keep the weight down. We use a thick wall 18mm tool steel pin that is still lightweight, but strong enough to handle the stresses of an endurance racing environment. The same pin and strut supports that we use at 12,000 rpm are used in this engine at 9,500 rpm, which is a pretty healthy safety margin.
These engines have a very efficient combustion chamber and a significant amount of camshaft overlap, and they really can benefit from a lot of compression. Ideally, we would want to run 14.5:1 compression like we do in our 2.5L, but with the decreased stroke, that is limited, and we can get away with pump gas on a 13:1 compression engine if we had to. It is a consideration when building these and one where you again have to understand your customer and how they operate their program.
Connecting the dots between that piston and the billet crankshaft is a Saenz 4340 I-beam connecting rod. This is a rod design we can use in an engine that will produce 200 hp per cylinder. However, in this naturally aspirated application, that small wrist pin and trimmed-down beam reduces its brute power handling capability to about 60% of that. We have a longstanding relationship with Saenz and they are able to deliver us a consistent product in a timely manner for a custom project of this nature.
On an engine like this, we work hard to get the small end weights as perfectly matched as we can, and we are really concerned about the bearing clearances with regards to how the customer will operate the engine. Engine operating temperatures and the oil system capabilities are variables that will change how you build these engines.

The oil system for this setup is not something we have much input on due to the confines of the chassis, but it is up for the task. The Norma chassis has a very low engine fitment and uses a Pace oil pump and pan designed specifically for this chassis. We had to resort to a thin, tiny, little pan under the engine that allows it to be as low as possible. Chassis designers have little consideration for us engine folks when focusing on weight distribution and handling characteristics, but that’s motorsports.
A flat pan like this limits the scavenge capabilities and often will cause a pump system to aerate the oil as it is grabbing oil and air. It isn’t ideal, but something we have to contend with, not only on providing quality oil supply to the engine, but also in regard to windage losses. Considerations of the drain backs and oil flow rate can be critical. In a very thin sump like this, I tend to run a little higher pressure than we normally would, and request that the operator installs a larger oil tank than would normally be needed along with an air separator.
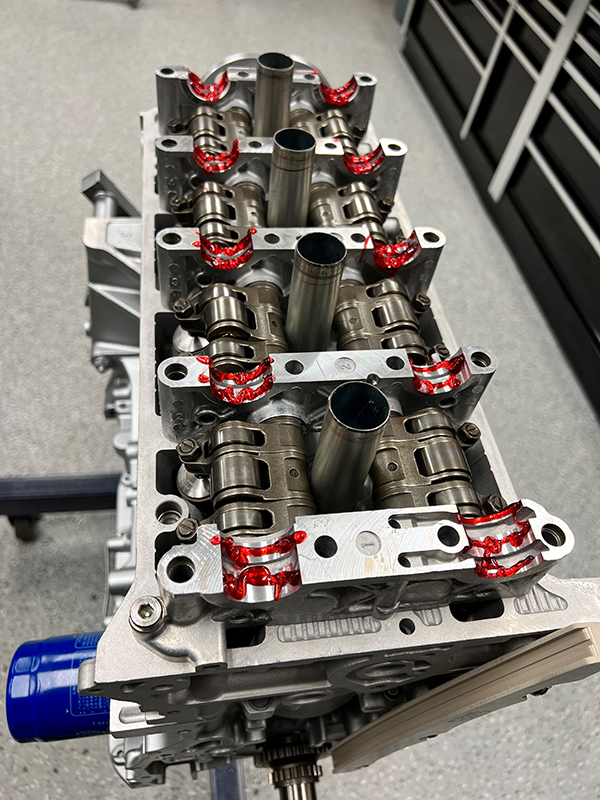
The top end of this engine is what really dictates the power and behavior of the engine, and serious decisions have to be made with the variety of configurations that are available in the Honda platform. The question of “What rpm range would you like to focus on?” is a major contributor, and the answer people like to give you back isn’t practical. Honda uses the famous VTEC variable lift system in these engines to accommodate that desire for low end and high-end power. It provides the small docile camshaft lobe for idle and low engine speed below 6,000 rpm, then through a series of rocker pins and oil pressure provided by a solenoid valve, it switches you to a high lift race cam profile. It made Honda famous and it offers some amazing sounds and great power curves. It does, however, have its limitations.
The VTEC system has some substantial weight to it, so you really need to think about getting rid of it for engines that will see over 10,000 rpm. Can you run it there? Yes, but for how long? The considerations to move to a lighter rocker arm and dedicated race camshaft profile start to become more relevant as we approach 10,000 rpm. Using the VTEC assembly above 10,000 can be done for bursts and occasional trips into that realm, but long straightaways and extended time can fatigue the rockers and cause some valvetrain instability that not only cost you power, but fatigue the valvetrain components prematurely.
Additionally, these engines have variable cam timing allowing us to adjust the camshaft centerline from 135 degrees down to 85 degrees. In a racing engine with larger camshaft lobes and often larger valves, we do not have the luxury of using that full range without valve contact, plus we don’t need it anyway. It is a place where DIY builders and tuners make their fatal mistakes, advancing the intake camshaft beyond what they have physical clearances to do. In a basic engine with restricted induction and exhaust, these engines will prefer a lot of camshaft advance. Once you optimize the engine and have it breathing properly, it will not want the same type of camshaft advance. In most cases the engine will make the best power in the 103-110 centerline range, and that will vary as it sweeps through the usable rpm range.
That system is attractive and has become commonplace in all modern engines, but it too has its deficiencies in a pure racing engine. It is a heavy system and the more rpm you turn, the more valve spring pressure you have to run to control the valve. That extra valve spring pressure is hard on the variable camshaft hardware and can fail. You may have an ECU that can warn you of its failure to reach target, but as it resorts to a position of zero you will notice 30-40 hp go away and a noticeable ticking sound at idle. If you have worked on variable camshaft timing vehicles from any manufacturer, you know the sound of a failed variable cam gear. It doesn’t do you much good to know about it in the middle of the race, you simply lose power and play hard on the timing chain and valvetrain. The question to the customer of desired rpm range comes back to haunt us again, and we have to make decisions.
While 10,000+ rpm from this 2.3L is easily attainable with the lighter top end components, it will give up the bottom end and smooth transition of low to high power. We decided to limit the rpm to 9,300 in favor of longevity. The broad powerband requirement called for use of the VTEC and VTC systems so that we could have a smooth power delivery and acceleration from off corner partial throttle transition into the acceleration zones of the track. Inlet camshaft advance is more aggressive through the lower rpm ranges and as the rpm increase and we transition to the large camshaft lobe at 6,000 rpm, the valve timing event is changed and we begin to retard the intake cam. At 8,500 rpm and up, we retard the cam even further to stretch the rpm to 9,300, and even allow the engine to turn up to 9,800 rpm if absolutely required for a straightaway. That would require a driver to make that gear change decision, or ride it out in favor of lap time.
The cylinder head is born from an OEM K20 Honda casting, and cfm is increased from 300 cfm @ .550” to 370 cfm @ .550” lift. This is again a balancing act of matching the port size and air speed to the type of driving, fuel and rpm range. Had it been a high-rpm drag racing engine, we would have a much larger valve and 440 cfm @ .650” lift, and really limited the camshaft advance to cater to above 10,000 rpm operation. The broad rpm range of the road race car requires us to limit the valve interference and to watch the air speed so that we have a nice engine to drive.
The exhaust ports on these cylinder heads are already very large, so you do not want to go crazy in just opening them up just for the sake of opening them. We really straighten the walls out to improve cfm, but take as little material as possible. It makes for what some would consider an odd looking, but very effective exhaust port. The head is clamped to the block using a 4P ARP 625+ head stud and 100 lb.-ft. torque spec. This provides huge improvements over other materials of head studs, and will not risk hydrogen embrittlement from materials like L19.
The camshaft choice is one that has to be made carefully. It is easy to fall into the trap of wanting to see peak dyno numbers that are pleasing to the eye, but you really have to look at the entire range. It is common in these engines to run up to and over .600” lift and duration of 285 @ .050”. That will produce peak dyno numbers that sell camshafts for sure, but look down at 5,000 rpm and it may be giving up 15-25 hp to a cam that has 20 degrees less duration. The top number may be 3-5 hp better, but just a dog on the bottom and makes for a slower accelerating car. For this engine we settled on a 4P RR3, which is a relatively small camshaft. This was chosen based on the rpm range of this engine, and to play nice with the valve spring and other valvetrain components. The cam specs are: Intake Lift – 0.533”; Intake Duration – 266 @ 0.050”; Exhaust Lift – 0.513”; and Exhaust Duration – 260 @ 0.050”.
More often than not, the valve spring in these engines is not up to the task. For many years, the offerings on the market simply were not stiff enough to control the valve weight and rpm range where consumers were running the engines. Lightweight beehive springs were popular at that time, and you’d see lots of valve-related failures as they couldn’t control the valve. That has changed in the past 10 years, and we’ve seen the standard market offerings improve.
Normally, I’d like to have more spring pressure than required rather than not enough, but given the use of the variable cam timing in this engine, it does narrow the window that we are allowed to work in. Just as important as the spring pressure is the wire purity of that spring and how nicely it fits with the spring seat, retainer and valve lock. This is all critical to controlling the valve motion, which you will see right away in regards to power, and later down the road in regards to service life. In these engines, you can have 6-8 hp variances in a valve spring alone, all other things being equal.

This engine uses a 36mm Ferrea inlet valve and a 30mm exhaust valve. While we do get aggressive on valve seats in many applications, this engine gets a pretty standard 45-degree seat for longevity purposes and to make sure it is easily serviceable with off-the-shelf valvetrain components. The spring is a PSI with Maxlife treatment and a titanium retainer made specifically for that spring by Ferrea. We set this up for 110 lbs. on the seat.
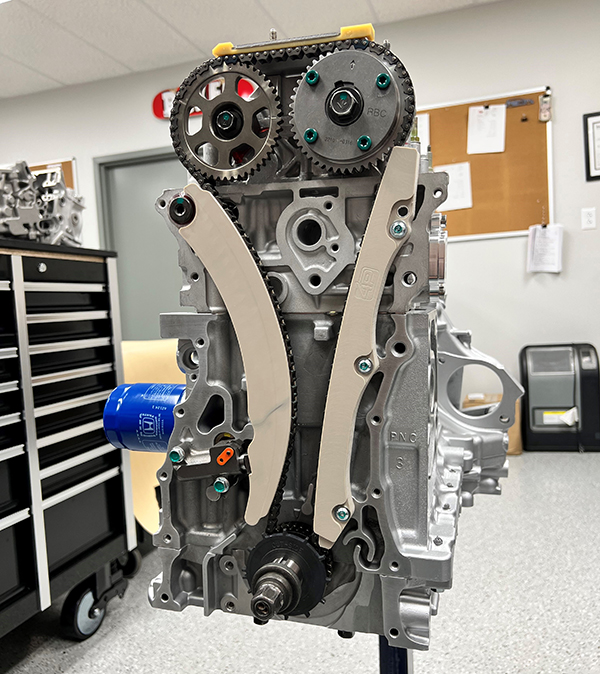
The timing chain system is an Achilles heel in these engines, and we bulletproof them by replacing the two-piece OEM chain guides with a one-piece guide. The guide has deep channels to direct the chain and the shape is changed for a smoother motion and to eliminate areas where slack can form. You can run them for many seasons and they look as if they were not operated when you take the engine apart. The chain and tensioner see limited wear with these guides in place, as opposed to an OEM guide that will stretch and eventually come apart, requiring frequent chain and tensioner service.
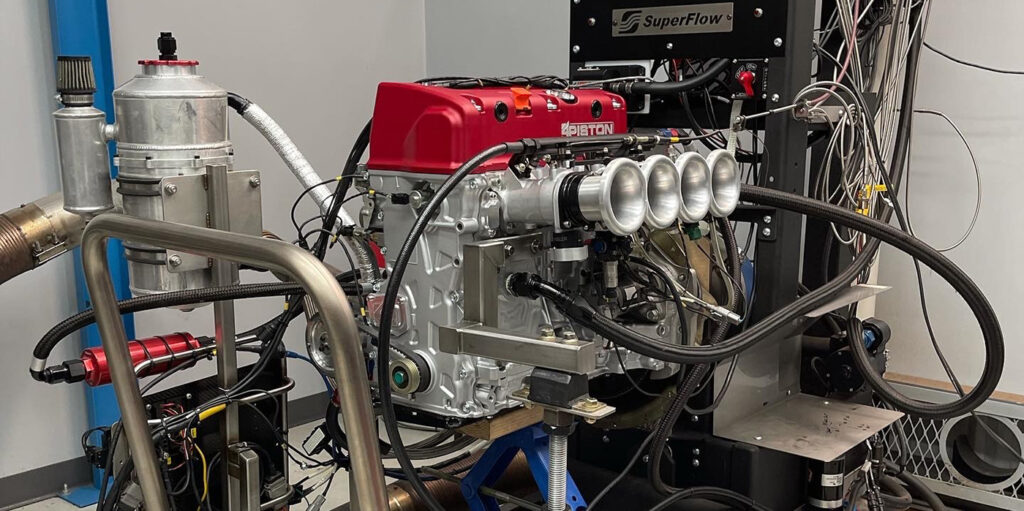
Induction of the engine is a Kinsler 60mm individual throttle body. While drive by wire is available, this engine uses a cable actuation with a hydraulic actuated throttle “blip” for the Sadev transmission. This will take air in through a 4P carbon airbox in the chassis. The exhaust is a tri-y 4-2-1 made specifically for the chassis, and we had to make a straight version of the same dimension in order to operate the engine on the dyno.
All of this is assembled in a clean environment with our SOP for Honda K-series engine assembly. When you are working on many different projects and employing different engine builders, that SOP becomes critical. It doesn’t matter how much you think you know or how experienced you are, having checks and balances only improves your process and makes life easier on your builders.
The engine was operated on our Super Flow SF902 engine dyno on an IMSA Spec MS100 gasoline. We use a Motec M150 control unit, which really allows us to focus on the testing of the engine and not so much on working out the fueling and VE curve for an extended period of time. I swing a pull all the way to redline on the first hit after we warm it up, and the ECU does its job. Lambda was left at a conservative .87 and ignition timing at 27 degrees. Although there were a few horsepower available with .89 and 28.5 degrees of ignition timing, we want to plan for some unforeseen circumstances, and we can always lean a little more as we learn the car, driver and their operating environment.
Fuel timing was best at 295-310 degrees BTDC and varied slightly as we changed the inlet camshaft through the rpm range. Inlet camshaft timing was as high as 32 degrees of VTC (103 degree centerline) and tapered off to 29 degrees (106 degree centerline) at peak rpm. You can see with only 3 degrees of variation on the camshaft through what we feel is the main operating range, you can make a case for losing the VTC altogether in favor of a lighter fixed setup, but that 3 degrees was 5-6 hp and in low ranges where we do not foresee the engine being operated frequently, it was a 10-degree swing and over 10 hp.
Best power production from the engine was 343 hp and 227 ft.-lbs. of torque. At a young age I always gravitated to that very best dyno pull and celebrated that, but as I’ve become more experienced, I like to make a few final sweeps with the tune up the engine is leaving with and use the best average number. Average power is 336 hp and 225 ft.-lbs.
Designing an engine for a specific purpose can be a big challenge and one of the most rewarding pieces of the profession. For me, it is a lot more fun than simply throwing all the boost we have available at a build. Although we have a heavy focus on turbocharged engines, naturally aspirated power is what keeps us motivated and continually developing.
Just as important as it is to maximize the potential of the engine on the dyno, you really have to recognize the component of engine building that is understanding the customer and what their true needs and desires are. What is going bring them back? What is going to make them happy enough to tell their story? There are people out there willing to race hard and put trophies on the shelf at any cost and through any adversity, but there are a lot more who want to enjoy the whole process with as few bumps in the road as possible. Recognizing those customers and knowing when to pull the reins is what will add value to your name and give you staying power in the racing industry. EB