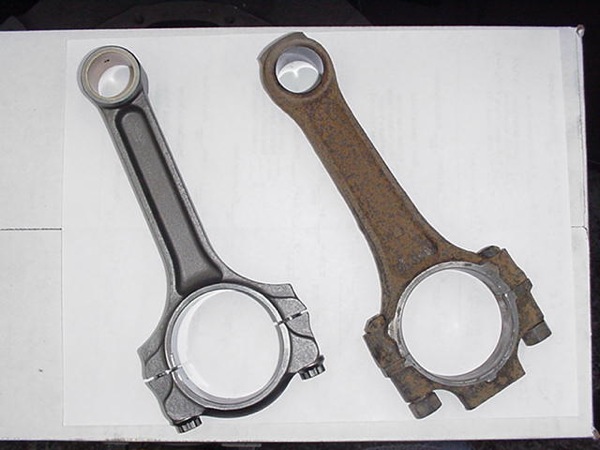
I recently had my forth call from a shop with interest in our 392 ci Chrysler build as a project they are hoping to tackle. The budget and power needs for his project were not to the scope of our project and he was discussing a less expensive cast steel crankshaft and the factory connecting rods.
This would not be a bad combination at all. For a street motor that might only make one horsepower per cubic inch, these components will be more than durable enough. The heavier stock connecting rod, mixed with the same forged dished head piston, will yield a bobweight that will make the crankshaft balance much easier.
Stacey Redmond and Joe Degraw, owners of Grawmondbecks Competition Engines, have been extremely helpful with our 392 ci, 6.4L Magnum charity engine build.
In our previous article, we highlighted the teardown, cleanup and inspection of the Steve Tosel supplied core 1977 318 engine. We detailed the main cap repair, the align-bore, cylinder bore and hone, clearancing, decking and the rest of the machine work required to blueprint our cylinder block. In this article we’ll concern ourselves with our high performance rotating assembly, our plans for cylinder heads and touch upon several of the other parts that have been so generously donated to our cause.
Our rotating assembly consists of a gorgeous set of ICON forged pistons. These should yield an approximate 9.5:1 compression ratio with our zero deck height, Fel-Pro head gaskets and Engine Quest Magnum cylinder heads. Our pistons all weighed in at a paltry 597 grams, with pins. This is 142 grams less than the factory parts they replaced.
Our Engine Pro performance nodular iron plasma moly ring set will add a little to that weight loss program with their 1/16” thick first and second rings.
The Scat Enterprises 4340 I-beam connecting rods added significantly to our diet plan, while adding strength and durability. Our new rods came in at a flyweight of 574 grams. A full 179 grams lighter than the factory rods, plus their cap screw design has helped to keep the clearancing to a minimum. Both rod and piston sets were within a gram of each other within the set and with a quick matching of the lightest rod to the heaviest piston, our parts required no additional balance work to give us our 1731 gram bobweight.
The Scat 4340 crankshaft was inspected and all journals measured. It mic’d out perfect, mid spec. But, the new bobweight was significantly under the factory projection. Instead of making Swiss cheese of the counterweights, Joe set the crank up in their crank grinder and, after adjusting for the stroke, ground a significant amount off the counterweights. This time, when brought up to speed in the CWT balancer, the crank did not want to launch itself out in some resemblance of a NASA moon shot.

To round out our rotating assembly, we have an Engine Pro performance harmonic balancer. This one is neutral balanced for the 318 or 340, not the external balanced version for a 360. It also has etched timing marks which will be useful when it comes to start up and tune. A Mahle Aftermarket H-series rod bearing was used to get our final bobweight figure. They also supplied the H-series main bearing set the whole assembly will turn on.
My goal was to emulate a factory style performance engine. To me this meant a forged steel crank and a good set of I-beam connecting rods. If the factory rods or a set of H-beam rods had been used, the work required to balance the crank would have been less. There is a lesson here, when mixing and matching various components off the shelf. We knew what we wanted, and accepted the fact that these parts do not just fall into place.
The block required a small amount of clearancing and the balance required some work. In this case we did not have to add expensive heavy metal, but we had a whole new machining operation that may not have been planned for. Don’t get yourself boxed in on a performance build over a cheap price. Make sure to leave yourself some wiggle room, a buffer to cover any unexpected parts or labor expense.
You have two choices, either pad your estimate, and when your final cost comes in less then what you have quoted you will have a very happy customer, or set it up from the start that this is a quote based on what we know now, and there will most likely be some additions as you get under way. Remember, these are not your typical bread-and-butter

builds. For those who “dare-to-be-different,” problems will surely arise. Hopefully we can address some of those problems here and ahead of time for you. Still, be prepared to cover it.
Like I stated in the previous article, we have the place and the people to get the work done and we also have parts continually arriving. We discussed the donation of the core motor and our rotating assembly. We also need to thank DuraBond for the cam bearings and finish kit we’ll be using at assembly. Melling will see to our oil pump and drive needs, as well as the brass freeze plug kit.
Engine Pro sent us a billet timing set and the tensioner we’re excited to share with you come assembly time. Engine Quest has supplied a new timing cover to enclose them with. And Federal Mogul donated our engine kit gasket set to seal the whole thing up.
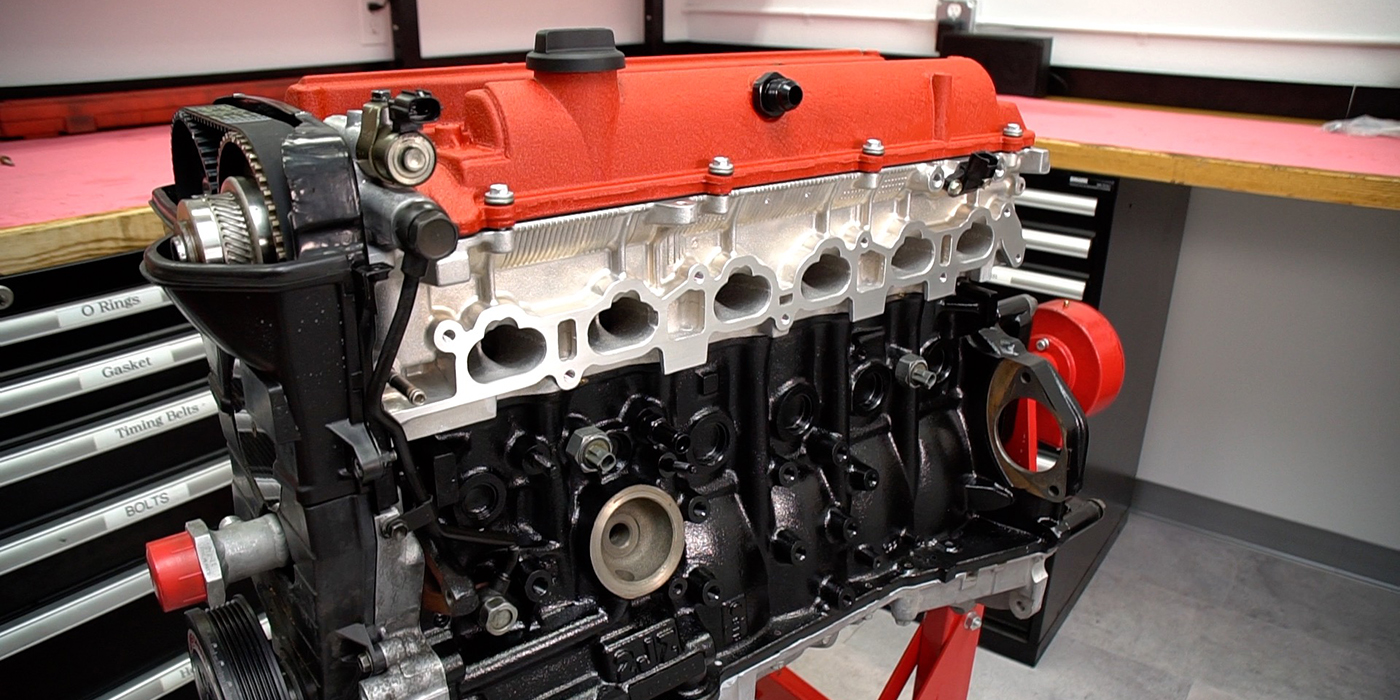
Beyond the short block, we just took arrival of a pair of Engine Quest power improving Magnum cylinder heads. This set is drilled for the early LA-style intake manifold. These heads have studs, not shafts and use a 1.6 ratio rocker arm, not the 1.5 ratio of the early engines. We’re currently exploring what intake valve we’ll open up the seats for to go with their 1.625” head factory exhaust valve. These heads flow substantially better than the early LA style head that was on our truck motor and are an improvement over the factory Magnum head.
Edelbrock has stepped up to cover many of our needs including that LA-style dual plane manifold, an 850 CFM carb, Magnum style valve covers and matching air cleaner and breather. On the front of the motor we’ll sport a new Edelbrock water pump.
Holley has offered to supply the balance of the fuel system in the form of high pressure mechanical fuel pump, filter and fittings. Thanks go to Fel-Pro who sent us the intake, header and Magnum style valve cover gaskets.
Design Engineering Inc. donated a set of plug boot protectors, and wire protectors to help us get a start on our ignition system.
When the time comes to fire it up, Driven Racing Oils supplied the 10w-30 break-in oil. Talk about your Christmas coming early!!
Calls from manufacturers who want to be involved with not only our build, but want to help with our goal to make a sizeable donation to the Independence Fund continue to come in. We’re still working out the camshaft and valve train. And like I just said, we’ve just begun to address the ignition system. So stay tuned. There is plenty more to come as we take a tired old and often ignored small block and put it on steroids. By adding 74 cubes, modern cylinder heads and an array of off the shelf performance parts we’ll take a “dare-to-be-different” approach and show you why it pays to ”love the one you’re with.”