If you know Jake Sampson of Sampson Racing Engines, then I don’t have to tell you that Jake knows his stuff when it comes to engine work. He learned everything he knows about engine building from his grandfather, Mike Kelley Sr., who runs Kelley’s Automotive still today, at the ripe age of 82.
“He still goes to work every day,” Sampson says. “I grew up around this stuff, going to the races and hanging down at my grandfather’s shop. Eleven or 12 years ago, I ended up working for him because his cylinder head guy moved on to another shop and he needed help. I took that over and after about three years or so, I decided to go out on my own and get some equipment to get our shop going.”
Jake started Sampson Racing Engines (SRE) located in Inver Grove Heights, MN in 2010. The small shop is just Jake and one other employee, but SRE does a little bit of everything.

“We do a lot of service work for local dealerships, mechanic shops, a lot of cylinder head repair, grinding fly wheels, etc.,” he says. “On the performance side, there again we do a little bit of everything – dirt circle track, street / strip, drag racing, mud racing and more.”
In recent years, SRE has shifted its focus away from custom engines to do more machine work. “The main thing was the time involved,” he says. “It was causing issues with some customers who needed machine work done because it was putting their projects further behind and was taking too long to get things done.”

Despite being a two-man operation, SRE is capable of doing everything in-house with the exception of grinding cranks. Everything else – line boring, block machine work, decking, boring, indexing, crankshaft balancing, cylinder head work, seat and guide work, surfacing, and port work – is done on premises at SRE.
“Today, it’s probably about 50 percent service work with local shops and 50 percent high performance precision machine work,” Sampson says. “We have been focusing on third Gen Hemis. This will be our main focus as far as the performance work goes, and we’re setting up a new website soon that will have short blocks and long blocks and many supporting parts tailored to the forced induction crowd.”
Since the Hellcat has come out, Sampson Racing Engines has gotten into the 6.2L/6.4L BGE-based engines. In fact, SRE has even helped on some designs for the aftermarket parts now available for these engines.
“Soon we’re going into production on some pretty wild parts of our own that I’m working on in CAD now,” he says.
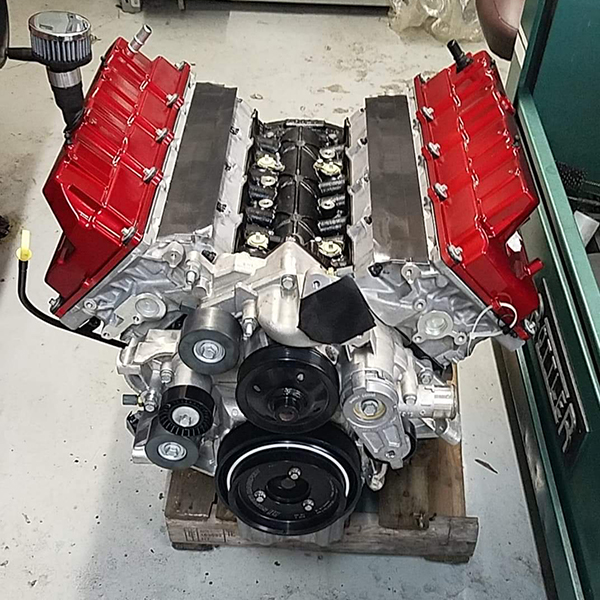
SRE recently finished up a 428 cid Gen III Hemi Hellcat engine build for a customer who wasn’t happy with the power levels on the OE assembly after the boost was cranked up.
“The 10% overdriven OE Hellcat blower seized and made rotor contact causing the case and lower intake to shatter, sending shrapnel through the rest of the engine,” Sampson says. “The new engine is 428 cid with a 4.100˝ bore and 4.050˝ stroke. It has a 10:1 static compression ratio, ported Hellcat heads and will run on E85 fuel with a 4.2L Kenne Belle blower.”
SRE typically will over engineer engines like this for longevity purposes and for the eventual power upgrade that always seems to happen.
“I always try to set them up for whatever they might see down the road,” he says. “Even if you don’t intend on making more than 850 wheel hp with it now, if you sell the car and the next guy wants 1,000 or 1,200 wheel hp and the engine fails, it still makes us look bad, and we can’t have that.”

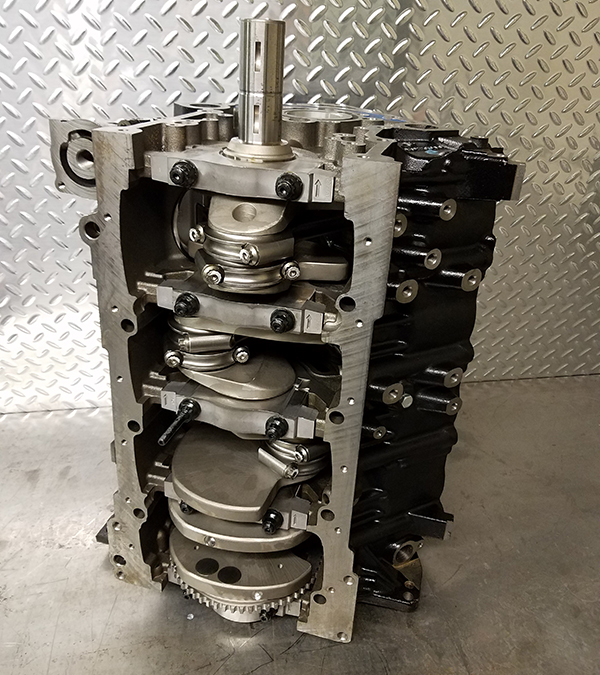
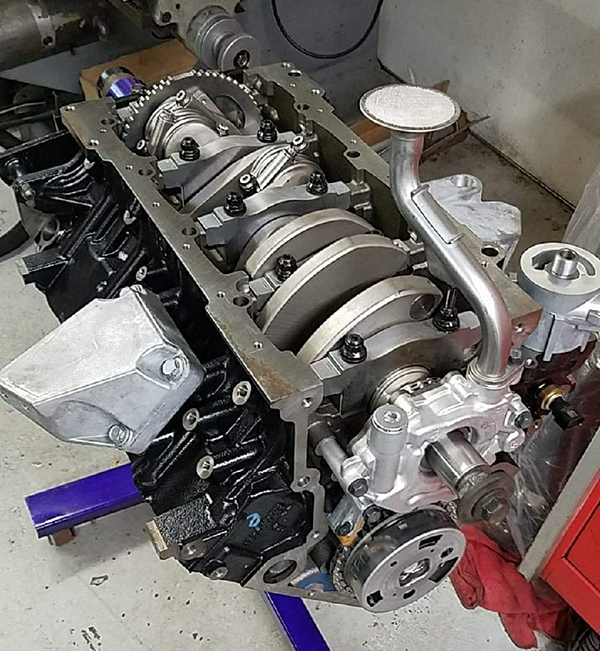
To start the build on this 428 Gen III Hemi Hellcat, SRE used a new BGE 6.2L/6.4L block from Chrysler, and did a fair amount of prep work in critical areas deburring to alleviate any stress risers before machining.
“The first machining operations are on the main bores, as that is the main datum line through the block that all other dimensions are referenced off of,” he says. “The first step is to determine if we’re using the factory main caps or installing billet mains. We have our own billet cap design that is going into production soon with features not currently available. After torque cycling the ARP main studs a minimum of three times, we align bore and/or hone the mains, holding housing bore tolerances of .0001˝.
“We then square deck the block as the factory finish is not sufficient in my opinion, and they are often not square front to back. Once the decks are square, true to the main centerline and at equal heights, we bore the cylinders .010˝ over to 4.100˝ bore minimum to also true them to the main centerline. I’ve seen factory blocks that took a .020˝ bore oversize to get the bores on the proper datum line and square to the main centerline.

“We finish hone the cylinders on our Rottler cylinder hone using deck plates that I’ve had custom made. Using ARP head fasteners, we again torque cycle them a minimum of three times to remove any stress in the threads and gain any stretch that the stud will see from multiple torque cycles. This results in the fasteners being much more even in clamping force to ensure an even clamp load across the surface of the parts.
“One thing we learned early on is that the factory cylinder wall finish has a very steep cross hatch angle of about 70 degrees. This causes excessive ring rotation and lowers the longevity of the piston rings and cylinder wall finish. We have found a procedure that works great for us for our cylinder wall finish/profile with the rings that we use. Everybody does something a little different in this area, but our procedures have been tested since I started SRE and we have gained a lot of data in that time.
“We precision balance our rotating assemblies, with all individual parts weight matched to within .5 grams, and then balance the crankshaft on our digital Turner Balancer to less than 1 gram/inch imbalance. That equals the weight of a dollar bill at the radius of your counterweight.

“We precisely wash all parts and then start assembly. All bearing shells are ball mic’d for thickness, recorded, then torqued into all the housing bores and the I.D.s (inside diameters) are measured with a dial bore gauge and recorded. Then we compare the I.D. of the bearing to the O.D. (outside diameters) of the crank journals to come up with a precise, measured oil clearance.
“Depending on the clearances measured, we can then fine tune the oil clearance to exactly what we want to within .0002˝ by using a mixture of std and +.001˝ (Extra clearance) King XP coated bearings, which help to retain oil and provide momentary protection in situations such as a dry start.
“We set ring gaps based on our experience of what works for forced induction, then spend about an hour alone detailing and deburring the rings before a final washing and installing them on the pistons.
“When we assemble the rotating assembly, all torques are recorded on the mains and triple checked and the rod bolts are installed using a stretch gauge to ensure the exact amount of stretch needed to keep them in place without a failure. Also, all the rod bolt free lengths are recorded when new so that if and when the engine is freshened up down the road, the owner (or us at SRE) can determine if the bolt has stretched to the point where it has yielded and might need to be replaced.
“We use Molnar cranks and their Power Adder rods on anything up to 1,500 wheel hp. We know from experience these parts will hold up in the intended application with proper engine management and maintenance.
“On forced induction Gen III Hemis, we don’t like to use more than 4.050˝ stroke max with a 6.125˝ rod length. Some like to use a 6.200˝ rod length because they think longer is better. In that stroke the rod/stroke ratio is still very good with the 6.125˝ rod, but it allows a taller compression height to be able to move the top ring lower from the piston deck so that they don’t see as much heat. With less exposure to the high combustion temperatures there is less risk of blowing through the deck of the piston in high HP, forced induction applications.

“We use CP-Carrillo pistons, as I believe they have the best design to support the pin area on forced induction applications. We get Total Seal Rings with the pistons from CP. It is a C33 coated AP Steel top ring and Napier second ring that can handle lots of cylinder pressure and provide great oil control. These rings also provide great longevity of the cylinder wall finish. Also, we use King XP coated main and rod bearings.
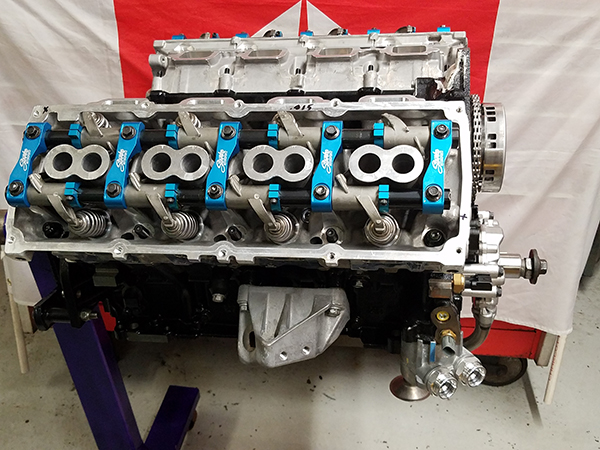
“The factory rockers are amazingly tough and can handle almost any application. The down side to the OE rockers is the rocker shafts, hold down clamps and the fact that they have no locators on the shaft to keep the rocker perfectly aligned over the valve tip laterally. An SRT engineer explained the flimsy rocker shafts were an engineering compromise to allow the shafts to be assembled by a robotic machine. They originally designed the shafts to be a heavier wall tube that was fully case hardened.
“The problem was as the robot went to put them on if they were not run down perfectly square they would bend and break. They’re fix was to run a thinner wall tubing and only induction harden the shafts in the 16 positions where the rockers ride. This allowed the shaft to bend slightly, but resulted in a weak shaft that tends to flex and move around under heavier loads, especially on the exhaust side that has to push against and open into cylinder pressure.
“Because of that, we use Stanke Performance shafts, hold downs, and shaft collar clamps to locate the rocker. They fit under a stock valve cover with no modifications needed. These shafts are a heavier wall chrome moly tubing that are centerless ground, heat treated and melonited for longevity at the bearing surface of the shaft O.D. and rocker I.D.
“We use custom Callies billet VVT-style cores with the lobes ground by Erson Camshafts, and Johnson race lifters are also a must on all of our engines. The Johnson lifters have direct oiling straight from the lifter oil galley versus oiling the lifter from the leftover oil supply from the cylinder heads and oiling down the pushrod like the OE lifters. They also use pressure-fed oiling to the roller axle for longevity of the roller and axle in demanding applications. The pushrods are custom made for us by Smith Brothers.”
As for the rest of the engine, SRE tailors the camshafts and cylinder heads to the use the engine will see in the vehicle. By doing this, the shop can provide a much more optimized engine rather than having a one-size-fits-all crate engine.
With Jake’s and SRE’s handy work all done, this 428 cid Gen III Hemi Hellcat engine is capable of cranking out some durable, high horsepower!
The Engine of the Week eNewsletter is sponsored by PennGrade Motor Oil and Elring – Das Original.
If you have an engine you would like to highlight in this series, please email Engine Builder magazine’s managing editor, Greg Jones at [email protected].