Heads are a hot commodity these days, but it
depends on the application. Some heads like those for Chevy 350
and Chrysler 2.2L/2.5L engines are always in demand, but prices
are low because of the glut of cores that are available for these
engines. Even so, anybody who’s selling heads these days has to
have them.
The hot heads are the ones everybody wants
but are not so readily available. These include most of the late
model aluminum overhead cam heads for both domestic and import
engines, as well as some of the more notorious cast iron heads
such as the Ford 2.9L.

The proliferation of new engine designs, the
growing use of aluminum heads on domestically-built passenger
car engines, and a growing shortage of good, rebuildable cores
for many of these engines has created a situation where many production
engine rebuilders are having a difficult time finding enough good
cores to rebuild for their own engines.
At the same time, many markets are being saturated
with remanufactured engines at very competitive prices ñ
which has hurt the sales of engine kits by parts jobbers and custom
engine rebuilding by small machine shops. Many of the smaller
independently owned jobber parts stores that used to dot the urban
landscape, as well as the backroom machine shops associated with
them, are gone or are having a difficult time surviving. These
changes, however, have created a growing market opportunity for
a number of rebuilders and aftermarket part suppliers who specialize
in cylinder heads.
To get a perspective on what it takes to rebuild
cylinder heads today on a production basis, we interviewed a variety
of head rebuilders from various parts of the country.
Windy City
Darryl Wagner of Windy City Engineering, Inc.,
Chicago, IL, isn’t blowing hot air when he says the cylinder
head business is really "popping." Windy City currently
maintains an inventory of about 1,000 heads, which it sells to
and through Chicago area parts stores.
Wagner said two years ago his shop was custom
rebuilding about 100 engines a month. Today he’s only doing about
60 to 80 engines a month, which he blames on a flood of inexpensive
reman engines coming into the Chicago market from outside the
state. But at the same time, the demand for cylinder heads is
up.

"We decided to take advantage of the market
changes and reorganize our shop so we could do cylinder heads
in more of a production way," said Wagner. "We changed
the shop layout so work could flow more efficiently in a circular
path. Before, we used to trip over each other."
Windy City’s head shop area is only about 30′
x 30′, but it is well organized to maximize available space. Heads
begin the journey in the teardown area where they are disassembled
and assigned a worksheet number (which is stamped right into the
head along with the Windy City logo). This helps not only with
tracking the head and parts but also assures the parts will be
reunited with the correct head later on. Separating and identifying
the parts also means unused or discarded parts can be returned
to the customer if they want them back. The head and valvetrain
parts are then cleaned and inspected.
Wagner says he replaced his hot tank with an
oven, a change which allows him to clean parts and have them on
the floor in under two hours. "Welding has really helped
us tremendously on cast iron as well as aluminum," Wagner
explained. "Welding allows us to salvage a lot of heads that
would not be rebuildable otherwise. We went down to Norcross,
GA, and took the Cast Welding Technologies course for spray welding
cast iron heads, and thought it was great.
"We’re now able to salvage probably 75%
of our cast iron heads. We couldn’t do that before. We used to
pin cracks, but on some heads the damage was too great or took
too long to pin. So we’d run out and buy another core that hopefully
wasn’t too bad and could be rebuilt. But we seldom have to do
that anymore because we can spray weld most of the cracks we find."
Wagner said having the know-how to salvage
heads is absolutely essential to being profitable today. "When
you disassemble a head, clean it and check it for cracks, you’ve
invested a lot of time in the core. That’s half the battle,"
he said. "So if you can’t use the core and have to buy another,
you’ve lost the time you’ve already put into it and are back to
square one again.
"We also changed our approach to the way
we do things now. We used to knurl guides. But knurling takes
forever and a day, so now we put guide liners in all the heads
we do. We also bought a new seat and guide machine to speed up
our production, too. Once you set the proper seat depth, you can
cut all the seats exactly the same without having to reset the
machine each time.
"We also bought a resurfacing machine
with a Winfield fixture on it with 14 carbide cutters for resurfacing
heads. I can now go from cast iron to aluminum with no teardown
time. I used to have a wet overhead grinding machine that took
forever to changeover. This new machine is like slicing butter."
Wagner says his only bottleneck now is assembly.
He has one employee who does nothing but assemble heads all day
long. He says he’s looked at some head workstations but isn’t
sure that’s the way he wants to go. "I’m hoping someone will
come out with one that’s real simple and easy for my guys to use."
Wagner said his head business is growing, and
business is good. "A few of our competitors are stocking
heads, but not very many." Wagner says Windy City does not
have an outside salesman, and relies on word of mouth advertising.
"We just put a sign on our building, the first one in 23
years." he said. "Most of our sales are to auto parts
stores, so we don’t want them to feel like we’re their competitor.
So we’ll drop ship heads to our customer’s customers in a plain
box to protect that relationship.
"We certainly want to do more heads and
we think the market is moving in that direction for us. Right
now, we could build 200 heads a week with no problem. But could
we sell that many? Probably not, so for now we’ll remain flexible
and fill in with the engine department," said Wagner.
Getting ahead
Three-and-a-half years ago, Titan Motors in
Bloomington, MN, opened its doors as an engine installer and remanufacturer.
About a year-and-a-half ago, Steve Kingery, CEO, saw an emerging
market opportunity to remanufacture aluminum cylinder heads on
a production basis. Most of the import engines have aluminum heads
as do most of the late model Ford and Chrysler engines (and many
GM engines, too).
Kingery said the planned expansion was part
of his five-year business plan, (he says he’s a custom engine
rebuilder who wants to become a production rebuilder) so a new
department for rebuilding aluminum cylinder heads was set up separate
from the cast iron head department. He also hired an outside sales
representative to call on WDs and jobbers, which netted him a
new account with 280 stores.
The new aluminum head department is now doing
about 85 heads a month for domestic and import passenger car applications.
"We decided to keep the two head departments separate because
of the tighter standards required with aluminum," Kingery
said. "Each department has its own equipment and operates
independent of the other.
"One of the differences with aluminum
we had to deal with is the cleaning process. We use an oven to
dry the aluminum heads and for straightening. Except for cast
iron, however, we don’t use it for cleaning. We use a jet washer
to degrease the (aluminum) heads. The cosmetic appearance is very
important. Most people expect aluminum to look bright.
"Other shops use glass beading to clean
aluminum but we’ve developed our own process. We’re working with
one of our equipment suppliers to develop the best media for cleaning.
Right now we’re using a mix of stainless steel cut wire and zinc
pellets. The appearance with standard shot is too dark. Stainless
steel by itself gives a light, fluffy look but doesn’t clean well
enough for us. Adding zinc pellets improves the cleaning process
and leaves a nice overall finish.
"We also don’t blast clean aluminum heads
until after welds or other repairs have been made and the seats
installed. This helps to hide any repairs so the head will have
a like-new appearance."
Welding is another problem with aluminum, says
Kingery. He said he looked at conventional TIG welding systems,
but decided to go with a Miller Aerowave system that was originally
designed for the aircraft industry. He says the Aerowave welder
costs about twice as much as a conventional TIG welder but, in
his opinion, produces a more concentrated arc. This keeps the
heat in the weld so it doesn’t spread into the surrounding metal.
Kingery added that this allows him to weld
aluminum heads without having to preheat the head and without
having to postcool after welding. That saves his shop two steps
and a lot of valuable time.
Kingery said he installs bronze valve guide
liners in all heads (aluminum and cast iron) rather than replacing
the guides or using valves with oversized stems. "One exception
is Mitsubishi 3.0L heads which get new guides plus liners,"
said Kingery. "All seats are cut with a three-angle cutter
to create the precision seat geometry required in today’s heads.
We also remanufacture lash adjusters, and line bore heads if we
find warpage is over .004ý. Resurfacing is done with a
belt sander.
"To be competitive on heads like Chrysler
2.2L/2.5L, Chevy 350 and so on, you have to reduce costs wherever
you can," Kingery continued. "That’s why we use guide
liners and resurface with a belt. My guys are masters at belt
resurfacing and we’re very satisfied with the results. We can
bring the Ra surface finish way down to very acceptable limits,
and have had almost no head gasket failures in the past three
years."
Kingery said there’s good growth potential
for expanding his aluminum head business, but core availability
is an issue. "The production engine rebuilders (PERs) can
barely get enough cores to supply their own needs," he said.
Kingery also said remanufacturing aluminum heads requires a higher
level of skill and is less forgiving than cast iron. But for those
who can do it, he feels the future for aluminum head rebuilding
is bright.
Motorheads
Jim Wright of Motorheads in Elyria, OH, runs
a three-man shop that builds 40 to 50 heads each month (both aluminum
and cast iron). He TIG welds aluminum and spray welds cast iron
as needed to repair cracks, a process he says is "much cheaper"
than buying new cores every time you find a cracked one.
Motorheads uses thermal cleaning followed by
a unique blasting procedure that employs baking soda as the blasting
medium. "Baking soda works great on aluminum because it leaves
a bright finish and won’t stick to oil or grease like glass bead
does," said Wright. "It also eliminates any worries
you might have about getting all the beads or shot out of the
head."
Just aluminum
JIF Products in Kent City, KS, has been rebuilding
nothing but aluminum cylinder heads for the past nine years. "All
we do is aluminum," said JIF’s John Morrisey, "just
your average grocery getters, no performance work and no BMW,
Mercedes or other expensive European models."
Morrisey said JIF is currently rebuilding 150
to 200 heads a month with four shop employees. Almost all are
sold on an exchange basis. He said JIF typically runs heads in
batches of 10 to 40 at a time, though heads are also rebuilt individually
as needed.
JIF has a 36-step process that every head goes
through when it is rebuilt. First comes inspection, initial cleaning
(spray washing and bead blasting) and disassembly. The head is
then checked for cracks, welded or straightened as needed, rough
surfaced, counterbored and pressure tested. Seats are installed,
then the head is bead blasted and cleaned. After this guides are
installed. Thread repairs and/or line boring are then done as
needed, followed by a final cleaning, resurfacing, final assembly
and inspection.
There are seven separate inspections along
the way, not including pressure testing. "One of our business
philosophies is that we won’t rebuild a head that has been rebuilt
before," said Morrisey. "We believe most heads are only
good for one rebuild.
"We also try to adhere to OEM specifications.
We replace with new (parts) and use standard sizes. We don’t use
any guide liners," he said.
When a head first comes in, it is inspected
to determine if it has been resurfaced or rebuilt before. If the
head has been rebuilt previously, it will be replaced with another
core. The heads are then divided into two groups ñ those
that need to be welded and those that don’t. Heads are then disassembled
on a workstation.
Morrisey said he’s seeing more bent OHC cams
than ever before. Close to 30-35% of the cams he sees are bad
enough that they won’t turn. So every cam is checked.
Valve and seat work is done on state of the
art equipment. A dry milling machine with a polycrystaline diamond
(PCD) cutter is used for resurfacing, which allows much faster
cutting speeds and reduces overall tooling costs compared to carbide.
Morrisey says when he started doing aluminum
heads nine years ago, most of the heads he was rebuilding were
for 1980s vintage engines. Today he’s starting to see some of
the early 1990s model heads. Instead of doing heads that are five
years old, now he’s rebuilding heads that are 10 years old. And
the older cores get, the more work they usually need when they
are rebuilt.
Something rebuilders have to keep tabs on,
said Morrisey, is the resale value of older cars. When a car gets
to be too old, it may not be worth the money to justify major
repairs such as replacing a cylinder head. One way to tell when
that is happening is when you get calls from people asking you
to quote a price for a head but you don’t get the follow-up sale.
Morrisey said he found he had excess inventory of Ford 1.6L Escort
heads because the car was getting too old and people weren’t willing
to spend much money on major repairs.
Morrisey also said late model engines are lasting
much longer than before. Most new engines are very well built
and are machined on CNC production lines that produce very consistent
results ñ much different from the old hand-built OEM engines
of years ago. Consequently, vehicles are much older and have accumulated
more miles before they need major repairs.
No dozing at Dover
Dover Cylinder Heads in College Park, GA, is
a production cylinder head rebuilder. The business started back
in the 1940s, and has been at its present location since 1979.
Dirk Wagy, sales manager, says Dover is currently rebuilding 600
to 800 heads a month.
"Five years ago, aluminum heads accounted
for maybe five percent of our volume," Wagy said. "Today
it’s about 60% of our volume."
Wagy says Dover has separate production lines
for aluminum and cast iron heads. Production runs are scheduled
as needed. Some runs might take as long as two weeks to complete,
while others might only take a couple of days.
Batch sizes may vary from 50 at a time with
aluminum, up to 100 or 200 at a time with cast iron. Dover maintains
an inventory of 7,000 finished heads in stock (which are sold
on an exchange basis), and a core bank of more than 75,000 heads.
Head rebuilding procedures vary depending on
the application. Cast iron and aluminum heads are both heat cleaned,
however, aluminum heads are glass beaded following heat cleaning.
Wagy said 60% to 70% of the aluminum heads are cracked and
have to be welded. With cast iron, only about 15% need to be repaired;
they are pinned. All heads are pressure tested after welding or
pinning to check for leaks.
All aluminum heads receive new guides. About
60% of the cast iron heads are reamed to accept new valves with
oversized stems, while 40% are fitted with guide liners. Aluminum
heads are line bored and/or straightened as needed. Dover uses
a "quick" straightening procedure that takes about 10
to 15 minutes on an aluminum head. The head is heated in an oven,
then removed and put into a press and bent.
Rebuilding in the Big Apple
Walter Blanck at Machine World of New York,
Inc., Copiague, NY, said he rebuilds about 800 heads a month;
all kinds, including ones for both domestic and import passenger
cars and light trucks. He currently maintains an inventory of
1,500 to 1,750 heads in stock (down from 4,000 heads he used to
stock) to reduce inventory costs.
Heads are sold on an exchange basis in the
tri-state area. Machine World has 16 shop employees, and typically
runs heads in small batches ñ five to 20 heads at a time
with aluminum, and 30-50 at a time with cast iron.
"Our biggest problem is the high cost
of living in the Northeast," explained Blanck. "Labor
is high here and cores are expensive. Things are a lot cheaper,
for example, in the South."
He said the quality of cores is bad no matter
where he gets them. "A lot of heads have been rebuilt several
times," he said. "We weld aluminum and pin cast iron,
but don’t do any welding on cast iron. So if a core can’t be salvaged,
we have to find another or sometimes buy a new casting. However,
some of the new castings are so expensive that customers aren’t
willing to pay the price. Would you spend $900 for an Isuzu casting
for a car that’s only worth $1500?"
Blanck said the high cost of tooling to work
on today’s heads is another issue. With valves and guides getting
smaller and smaller, a variety of pilots and tools are needed
ñ all of which are expensive to buy. But you have to have
them. And that increases the cost of rebuilding late model multi-valve
heads.
Finding good people is another problem, says
Blanck. "Nobody wants to work with their hands anymore. They
all want to go to college."
Recon
Recon Automotive Remanufacturers, Inc., Philadelphia,
PA, has been rebuilding cylinder heads for 23 years. Lee Hummel,
supervisor of Recon’s cast iron head department, says Recon is
currently processing about 425 cast iron and 65 aluminum heads
a day. Cast iron and aluminum heads are done in separate departments.
There are four production lines in the cast
iron department, two of which are designed for doing small batches
of 10 to 15 heads at a time. Two other lines take care of large
production runs of 100 to 400 heads at a time. The same state
of the art equipment is used in all four lines (four valve and
seat machines, and two broaches).
In the aluminum department, one line is dedicated
to high volume production of Chrysler 2.2L/2.5L heads, while the
other line handles specialty runs and individual heads.
"The only way you can do big production
runs is if you have the cores," said Hummel. "Heads
like those on 173 Chevys are easy to get so we may run 500 to
600 at a time. But most late model import heads are hard to get,
so runs are usually quite small."
Hummel said core availability gets worse every
year. "Almost every 2.3L Ford head is cracked, and many are
not rebuildable," he said. "It probably takes 10 cores
to get two good ones. It’s the same with Ford 2.9L heads. They’re
almost always cracked so we buy a lot of new 2.9L castings, which
are improved over the original design."
Cracks in aluminum heads are TIG welded, and
pressure tested afterwards to check for leaks. Cracks in cast
iron heads are repaired either with pins or by furnace welding.
Spray welding is also used, but primarily for cosmetic and minor
repairs. Recon has 12 ovens for heating and furnace welding heads.
After furnace welding, heads are covered and
slow cooled for 24 hours to reduce stress. "Most people with
some welding experience can learn how to TIG weld aluminum fairly
quickly," Hummel said. But furnace welding cast iron takes
more experience, so the more experienced employees help train
the newcomers."
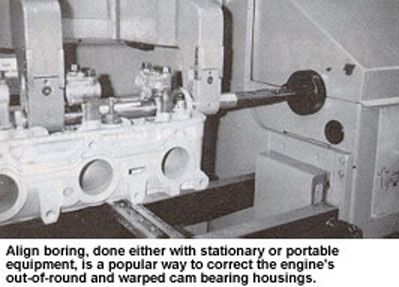
Hummel said aluminum heads are straightened
by heating the head in an oven, but that he really hasn’t seen
much need for it. In most cases, line boring and/or installing
oversized cam bearings can correct any misalignment in the cam
bores.
All heads are cleaned in a large oven that
can handle up to 375 heads at a time. After thermal cleaning,
heads are shot blasted to knock off the dust. Aluminum shot is
used on the aluminum heads.
"Recon’s philosophy is to always have
plenty of parts on hand," Hummel said. "We try to buy
in volume at the best possible price. And what we don’t use in
our own operation, we sell through our Liberty Engine Parts, Inc.
subsidiary (Liberty assembles and sells engine kits). Most of
what we buy we get direct from the manufacturer. But some parts
such as those for Suzuki, Nissan, Mazda and Volvo are hard to
get. Sometimes we have to bite the bullet and buy parts from a
dealer."
Another difference that comes with size is
the ability to break down processes into specific work areas.
A large production rebuilder can set up separate areas for disassembly,
cleaning, crack inspection, preparation, welding, seat and guide
work and assembly. Once the areas are set up, it then becomes
a matter of adding people at each station as the volume of work
grows.
"You need people who are good workers,
and who are content to do the same job over and over again day
after day with a high degree of consistency," Hummel said.
"Some people, though, you have to cross-train and move around
so they don’t get bored."
Hummel said getting involved with groups such
as the Engine Rebuilders Association (AERA), 847-541-6550 and
the Production Engine Remanufacturers Association (PERA), 847-439-0491,
along with attending trade shows is a good way to become familiar
with the type of production equipment you need to grow your business,
and to develop new sources of parts.












