The process is relatively easy to accomplish, and the repair is reliable
How many times have you seen a block that is discarded because of damaged main saddles or cam bearing saddles?
Numerous individuals try to have the block brazed or welded and then align bored. Because blocks require that they be completely heated to a certain temperature, the deck surface and main bore areas can become distorted if the correct process and equipment is not used. Although some shops claim to make successful weld repairs, we prefer to sleeve the damaged area. Cast iron is composed of carbon, and it is our experience that when you try to weld or braze without heating the block, cracks can reappear in the cold area of the block. In the long run, you can end up having more work done to the block than is necessary.
So, you ask, "How do I repair a block without welding the main saddle or cam bearing saddle?" We approach it with the idea of sleeving the damaged area. It does not require any heating, only machining the area for a sleeve.
Before we approach the above step, our first and main concern is to check and see if our center-to-center is within specs. This is measured from the surface to the centerline of the main bore saddle. Before any block is align bored or surfaced we must be concerned that if we are below specs, there is a possibility that valves could hit the pistons, and the timing gears will not mesh properly.
Also, many blocks cannot be machined below the center-to-center specifications because it could change the compression required for combustion at the required degrees. You can use 24" linear calipers to check the center-to-center or purchase the required equipment from a reputable tool company.
How far is too far for a sleeve job in any one given block? We must have a front and rear cap for alignment, or in some cases the saddles next to the destroyed main. If all main bearing saddles are destroyed, we cannot repair it. We would never get the alignment or the center-to-center in the correct position.
By using the main bore size, we can determine what size sleeve needs to be used. For example: a 3-11/16" main bore would require a sleeve that has a 3/32" or 1/8" wall thickness, depending on how much area we have between the bolt hole and the main bearing saddle.

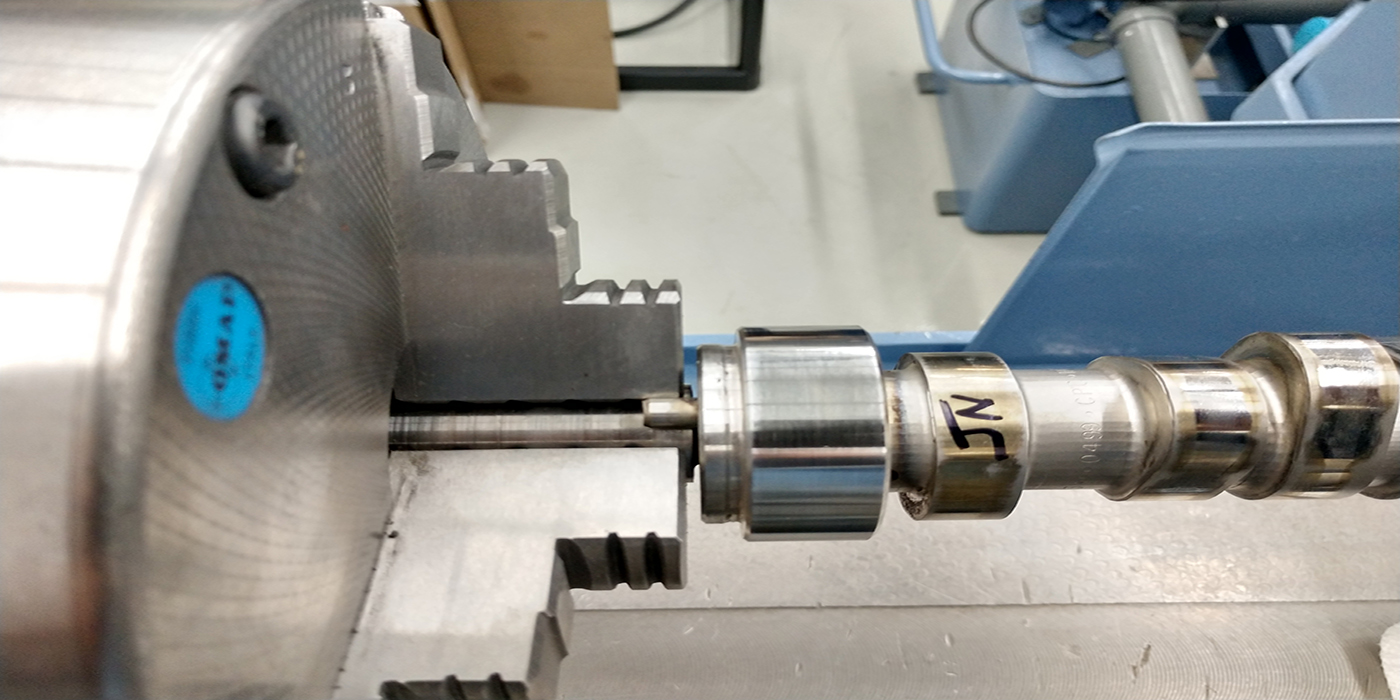
We use a cast iron cylinder sleeve that is mounted in the lathe and machined to the required width of the main bearing saddle. We use a line bore machine that has bearings of different sizes as well as machining bars of different sizes. Depending on the size, our bars range from 1" up to 2-1/2". We have upright towers that move up and down and ratchet end-to-end up to 108". We have an assortment of cutter heads that wrap around the bar. We have done V16 Cat blocks with a 96" base and a main bore saddle of 6" or more.
Our first step is to mount the block in the align bore machine. You will notice in Photo 1, the block is in alignment and ready to be machined for the sleeves. The cylinder sleeve that is shown has an inside diameter that is smaller than the main bore size. This sleeve will be mounted in the lathe and cut to the width of the main bore saddle. In Photo 2 you will notice the wraparound cutter is machining the rear main cap. We can align the block with #2 and #3 mains. This happens to be a three-main block. This saddle is machined .030" less than the diameter of the sleeve. In some cases, you will use a 3/32" or a 1/8" wall sleeve depending on the room that you have between the bolt and the main cap. The sleeve used in this block was a 3/32" wall.

In Photo 3, the alignment bar has been removed. Earlier we had machined the sleeve to the width of the main. The sleeve is now machined into a half sleeve. In Photo 4, the sleeve is snapped in like a bearing, because we machined the hole .030" less than the outside diameter of the sleeve. The sleeve is projecting above the block. This sleeve must be ground down until there is .015" above the block. The area is cleaned as well as the sleeve, and thread locker is applied to the bearing. In Photo 5, the sleeve is held down with bolts and washers. We must now pin the sleeve in with tapered pins. It is important to know the exact area of the oil line hole. These pins are drilled and tapped in an area that will not drill into an oil line hole. The excess area above the block must be machined to the main bolt centerline after the pins are installed and ground to the sleeve. The oil line hole must be drilled.
We now have reached the end of the sleeve repair. Our final approach is to align bore the block. All main caps are ground .020" off the centerline. The mains are assembled on the block and torqued. The block is aligned using the best mains. The saddles in the blocks are plused .001" to .0015". The block is an area where you do not want to change the center-to-center line. All saddles are machined to OEM specifications. The mains are removed.
In Photo 6, the final work is to machine the bearing lock area installation and line bore. In Photo 7, you can see the final results of the completed sleeve installation and line bore. Now that the block is align bored, you have one more important detail. Remove the oil line plugs and final-wash the block. It is very important to clean all oil line galleys with wire brushes. What good is sleeving a block to save money if you don