 Forgive me if I start off with some basics, but it is important to know them if you are doing anything at all in the diesel rebuild field.
Forgive me if I start off with some basics, but it is important to know them if you are doing anything at all in the diesel rebuild field.
The Basics
A diesel engine is an internal combustion engine that operates using the diesel cycle. Rudolf Diesel patented the diesel cycle design in 1893.
A variety of designs have been used over the years to aid in the running and starting of the engine. Some of these include: pre-combustion chambers, energy cells, glow plugs, and a design where the engine started on gas and then switched over to diesel fuel.
 If you have ever tried to start most diesel engines in cold weather, you know that you have to have an engine heater, or you have to have a starting aid like starting fluid. These engines most commonly did not have a computer, and the fuel pressure would be in the range of around 3,000 psi to 6,000 psi. Today’s engines, with the aid of computer fuel management and fuel pressure in the range of 12,000 psi to 20,000 psi, starting in cold weather has all but eliminated the use of those traditional starting aides.
If you have ever tried to start most diesel engines in cold weather, you know that you have to have an engine heater, or you have to have a starting aid like starting fluid. These engines most commonly did not have a computer, and the fuel pressure would be in the range of around 3,000 psi to 6,000 psi. Today’s engines, with the aid of computer fuel management and fuel pressure in the range of 12,000 psi to 20,000 psi, starting in cold weather has all but eliminated the use of those traditional starting aides.
Diesel engines use compression ignition, a process by which fuel is injected into the cylinder after the air in the cylinder is compressed causing the fuel to self-ignite.
Diesel engines have a higher compression ratio than gas engines. Most diesel engines have a ratio of 14:1 to 25:1.
The diesel engine was mostly naturally aspirated up until the 1970s. In order to achieve more power and efficiency, a turbocharger was added then.
Most modern diesels use direct injection systems. These modern diesel engines improve fuel efficiency by 25 percent when compared with gas engines, while reducing pollutants and emissions. In Europe, diesel engines make up about 60 percent of the vehicles. In the Unites States the diesel engine is not as popular, making up maybe 30 percent of the vehicle population on the roads. However, 94 percent of freight vehicles rely on diesel engines!
Today’s diesel engines have a high-pressure common rail (HPCR) fuel system and an electronic fuel injector (EUI). They are turbo-charged and intercooled or have a variable geometry turbocharger with an air-to-air after-cooling and exhaust gas recirculation setup.
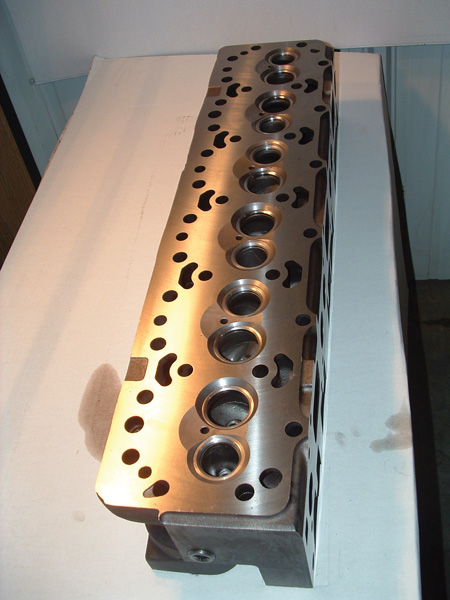
There are a variety of cast iron components used throughout the industry and that is the most common material used in diesel cylinder heads.
 It wasn’t so long ago that if you needed your diesel cylinder head worked on you could take it to anyone with a small shop and they would perform a valve job on the head. If you needed more than that, such as valve seats replaced, surface ground or injector tube work, you would take it to the nearest machine shop. Some of these engines did not even have minimum and maximum valve depth specifications! The diesel heads we were working on then were mostly domestic manufacturer engines like Caterpillar, Cummins, Detroit, John Deere and International to mention a few.
It wasn’t so long ago that if you needed your diesel cylinder head worked on you could take it to anyone with a small shop and they would perform a valve job on the head. If you needed more than that, such as valve seats replaced, surface ground or injector tube work, you would take it to the nearest machine shop. Some of these engines did not even have minimum and maximum valve depth specifications! The diesel heads we were working on then were mostly domestic manufacturer engines like Caterpillar, Cummins, Detroit, John Deere and International to mention a few.
A lot has changed since then!
With the influx of companies from all over the world – including Komatsu, Volvo, Yanmar, Sisu, Kubota, Shilbura and more – the machinist has to have all the information and specifications he can find. Plus, it isn’t a bad idea to call a machine shop or the manufacturer for any additional information that can be gathered.
Some of these cylinder heads have injector nozzles (pre-cups) that are installed in the head from the factory. The pre-cups use special glue and cannot be surfaced because they protrude past the head gasket surface. The nozzles and glue are not available separately, but only come with the purchase of a new cylinder head!
Diesel Cylinder Head Rebuilding
To start with, we all know the first thing to do after the disassembling process is to clean the head, but your shop better be equipped with a hoist capable of doing the job. For example, the Cat C-15 weighs over 400 pounds!
If you’re not planning to change the cam bearings in the overhead cam engine you cannot use your caustic spray cabinet or hot tank to do the job. Also, today many of the diesel heads have integral supply and return fuel passages that require a very special cleaning technique, and may require you to remove and replace plugs that sometimes have a special O-ring you need to reinstall.
The key to any good inspection and crack-checking is to have the cylinder head perfectly clean and dry. The operator must be aware of trouble spots with the model they are inspecting. If you have sandblasted the cylinder head; be sure to use a darker powder to see cracks more easily. The dry method still seems to be the best and most efficient method to get the job done correctly and quickly. Don’t hurry through this step. Concentrate on what you are doing and you won’t have any surprises when the job is done.
Also, use a small mirror to see into the ports and injector sleeve area. If you do find that the head is indeed cracked, it doesn’t necessarily mean that the cylinder head needs to be discarded. There are cast iron cylinder head welding shops out there that in some cases can weld and rebuild your cylinder head professionally and at a much lower cost than buying a new one.
These cast iron welding shops can weld cylinder heads, blocks, transmissions cases, and final drive housings; virtually anything that is made out of cast iron. Remember if you find the cylinder head is cracked; it is a good possibility that you may have a hard time finding a good used one because some models are prone to cracking.
The comforting thing about the cast iron welding business is that the ones still in operation today have been in business a very long time and have a very dependable repair procedure.
At Midwest Cylinder Head, in Nevada, IA, we have a unique procedure to weld a cracked cylinder head. All cylinder head welding is done with an acetylene torch, cast iron rod, and cast iron welding flux. After cleaning and magna-fluxing the cylinder head, it is put into an oven and pre-heated to 1,300 degrees F.
The cracks are then cut out using an acetylene torch welding tip with the oxygen turned up to create a cutting flame. The crack looks just like a white line in the middle of the molten puddle of cast iron metal. The welder keeps removing the metal until the white line is gone or until they reach the water jacket. Then the welder can start the welding process.
All cast iron welding must be done in the flat position because you have to melt the parent material before you add any cast iron filler rod. The welder must concentrate to insure that the tie-in welds not be done until the parent material is melting at the correct temperature. After the weld is complete, the welder must normalize the head to a constant temperature that could be as high as 2,000 degrees F. Once that is done, the welder will lower the temperature of the cylinder head to the point where he shuts the oven off and it reaches room temperature.
Injector Sleeves/Tubes
Most diesel heads today have an injector sleeve that presses into the cylinder head. These sleeves perform many tasks, including sealing the compression from the cylinder between the sleeve and the injector.
The seal area on the inside of the sleeve is usually machined from the factory and it also sets the depth of the injector tip protrusion into the cylinder. The outside of the sleeve also has two or three seal areas. These areas seal water on the top and bottom, or bottom and middle, of the sleeve. In the cylinder heads with integral fuel passages, the top O-ring also seals fuel from the oil and the middle O–ring fuel from getting into the cooling system.
Before you attempt to replace these sleeves, you must have the correct tooling to do the job. Sometimes you need special tools to remove and replace the tube, as well as to machine the inside of the sleeve. Injector sleeves are engineered into the cylinder head in order to provide better coolant flow through the cylinder head. Remember you must also be able to pressurize the cooling system side and fuel system side to check for any leaks no matter if you change the sleeve or not.
Injector sleeves are made of different material according to OEM specifications. The material can be brass, copper, stainless steel, or cast iron. You must not take anything for granted. The sleeve and O-rings are upgraded regularly!
Valves & Valve Seats
Valves and the seats is where all the hard work, heat and action take place in a diesel cylinder head. DO NOT SKIP ANYTHING HERE! Remember that today’s diesel engines can operate well over 1 million miles with proper service.
I recommend that you replace all valves, valve seats and guides if the engine has 5,000 hours or more, or if the vehicle has 500,000 miles or more on it. With the high quality of the aftermarket parts you can price the job below OEM with parts that many times exceed OEM specifications.
We also find that many times the OEM price does not include all of the valves, seats and springs. You will find out that some cylinder head manufacturers have a bulletin out on some models like the D8K Cat with the D342 engine that recommend you replace all exhaust seats when rebuilding the head.
Always keep in mind that you want the head to operate without failure for the miles or hours it was intended. There are specifications for all of these parts so make sure you follow them. Valve seat height, valve margin width and valve guide clearance are all things you need to verify.
One of the comments we hear the most is when we restore a cylinder head to the correct valve depth that the customer can’t believe how good the engine starts and sounds. Along with cylinder head thickness, the valve depth is the single most important specification for proper valve train geometry, which is the key to long valve train life.
If you need to replace the valve seats we find that the most efficient method is to use a tig welding torch and make a bead around the seat without using any welding rod; let it cool and the seat will come right out. This method will not distort or change the diameter of the counter bore like other methods do.
Most diesel cylinder heads today have a replaceable valve guide, but some have an integral valve guide incorporated into the cylinder head. These applications require the machinist to have the tooling to machine and install a thin wall guide in the head. We recommend using a 1/2? O.D. cast iron replacement guide, machine the excess from the top and bottom and ream the size if necessary.
When changing the valve guides, an air hammer works the best. Remove the guide; clean the guide’s bore; and install the guide to the proper height. Ream if necessary to the proper valve guide clearance.
Surface Grinding
Today, one of the most effective and efficient methods to remove cast iron from the cylinder head while maintaining the appearance of the head is the use of a small disc called Cubic Boron Nitride (CBN). This tool gives the best appearance and the Ra needed to do the job.
If you have ever tried to surface a cylinder head using this method and the cylinder head has pre-combustion chambers (such as those in the 6.5L GM diesel) the key is to be sure that the pre-cups cannot move in the cylinder head. Make sure after each pass of the cutting head that the pre-cups have not moved.
Many factors need to be considered when determining if you need to mill the head. You must first check the minimum thickness specifications. If the head is warped you may have to discard it, or find a shop that has the ability to straighten the head in a proven method like ours. Good luck.
Rex Baker is in charge of Sales Development at Midwest Cylinder Head in Nevada, IA. Midwest Cylinder Head repairs and reconditions cracked or otherwise damaged aluminum and cast iron cylinder heads and cylinder blocks to like new condition.The company specializes in exchange and custom cylinder head and cylinder block welding, reconditioning and repair, both in aluminum and cast iron, gas and diesel applications.MCH repairs agricultural, automotive, truck and heavy equipment engines and related parts, including, but not limited to, rock shaft housings, transmission housings, and various cast iron welding. Services are provided to machine shops, as well as auto/truck/diesel/agricultural/heavy equipment repair shops, engine remanufacturers and individuals. For information visit: www.midwestcylinderhead.com.












