How has racing changed your engine building business? No, it’s not a hypothetical, industry-generic question; in this case, it’s directed at every reader of this magazine.
A strange question? It may seem to be. If you race – or build motors for racers – it’s probably an easy one to answer. But if you stay away from racing you may think it doesn’t apply to you.
However, according to leading industry equipment suppliers, the growth of racing has impacted this industry like no other factor, and its technology has changed the way you do business, whether or not you build motors for use on the local street, strip or speedway.
You may never see a checkered flag or a Christmas tree, but in all likelihood, your business and your customers are benefiting from the knowledge gained in racing venues.
“Racing has always been the epitome of research and development,” explains Randy Neal, CWT Industries, Norcross, GA. “The information downloaded from racing has enhanced every level of the internal combustion engine, from durability, fuel mileage, performance and even manufacturing techniques.
“The OEM – as a direct result of racing – has learned how to build light engines that rev higher yet live longer by redesigning virtually every component in the engine,” Neal says. “Each enhancement at the OEM level mandates that the aftermarket keep pace. Whether it is in surface finish, flatness, diameter, alignment or balancing specifications, each new specification is challenging every machine previously designed.”
Of course, advancements that were gained on the track have paid obvious dividends to the general public as engines today are much more durable, reliable and powerful than they were just a few decades ago. But how has it affected this industry?
“All of the technology that’s making the engines last longer is really a double-edged sword,” says Ed Kiebler, Winona Van Norman, Wichita, KS. “It helps us to sell new equipment because the old equipment isn’t capable of holding the tolerances. Worn ways and spindle bearings won’t generate the tolerances you need in today’s marketplace.”
On the other hand, Kiebler points out that with life spans up to double that of yesterday’s engines, rebuilders may not have the business they once did. How, then, can they justify buying new equipment?
The real question may instead be, with changes to tolerances and materials, how can you NOT justify it?
“Unfortunately, shop owners sometimes think they can’t afford this equipment,” says Ken Barton, QPAC, Lansing, MI. “But what have you gained if you put an unreliable engine out there because of outdated equipment?”
Technology in the engine building equipment industry has changed over the many decades since the first engine rebuilder machined the first engine. Changes in tolerances, materials and work practices that began in racing engine builder shops have made their way into the traditional engine facility and have dramatically affected the way work is done.
“Performance and racing engine building has always been a very exacting science that requires considerable know-how, experience and machining savvy,” explains Anthony Usher, Rottler Mfg., Kent, WA. “One of the keys to building engines that are consistent race winners is the ability to closely control and maintain exact tolerances and machining geometry.”
Usher points out that “blueprinting,” is the cornerstone of performance engine building. “It’s all about making sure blocks are square, that deck surfaces are flat and parallel to the crankshaft centerline, that bore centerlines and lifter bores are exactly where they should be. It’s demanding work that requires precise measurements and top-notch equipment.”
Of course, that also describes most other types of engine rebuilds today. Tim Whitley, T&S Machines and Tools, Gainesville, TX, agrees that precision is key regardless of the market. “Whether it’s late model engines or something they’re putting into their old muscle cars, everybody wants it – it has to be precise.”
Kiebler cuts right to the chase: “The OEMs, pushed by the racing business, have shrunk the tolerances by half to two-thirds of what we used to find acceptable.”
It’s not only rebuilders who have been challenged to keep up with the changes in technology. Ray Meyer, RMC Engine Rebuilding Equipment says that as technology has changed in materials, part longevity and machining accuracy, machine manufacturers have struggled to keep up with shifting demand for new methods to machine these materials.
“To understand how to machine the new hardened materials and components, the machine tool market needs to ask itself whether machines made in the ’50s, ’60s, ’70s, ’80s and ’90s can perform well enough to give our customers the performance and quality they want,” says Meyer. He believes the answer is a qualified “maybe,” and looks at the industry’s historical timeline for indications about the future.
“Boring machines have changed a lot since the block-top mounting system they were designed for was introduced. Next came the fixture machines with the boring unit traveling on an air cushion. Then came the combination boring and surfacing mills to which were added digital readouts (DROs) to position the block more accurately. Finally, the block is now positioned on a CNC machine with a four-axis 360-degree rollover that allows for block measurements to be taken from the cam and crank centerline. Measurements are probed and recorded on a CNC controller and parts are machined to blueprint specifications,” Meyer says.
Not only do the race engine builders desire this level of accuracy, Meyer continues, but so do the OEMs. “All you have to do is look at engine development and OBD specifications. The stack tolerance is so minimal that many machines produced in past decades will not meet these tolerances. Most machines made in the rebuilding industry would surpass OEM specs for engines from the ’60s to the ’80s. Now, many machines are relegated to pre-’90s motors only.”
Tim Meara, Sunnen Products Co., St. Louis, MO, agrees that some of the biggest strides in racing technology have been made in the materials used to build components. “There are a lot of variations in materials, especially in the base materials and the coatings used. One of the newest materials we’re seeing is called compacted graphite. GM has been using the material in NHRA Pro Stock drag racing with Warren Johnson for a number of years. Now, the NASCAR NEXTEL Cup Series engines from Chevrolet are made of compacted graphite. Dodge Motorsports has also done a limited production run of compacted graphite for its teams.”
Compacted graphite, says Meara, is an iron that is more steel-like than cast iron. “The graphite modules in the iron are closer together, making it a much tougher material. For surfacing, drilling or tooling operations to the block a rebuilder needs to use CBN tooling.”
Additionally, Meara points out, the material’s composition requires different machining techniques.
“Unlike cast iron, which is virtually self-lubricating, you have to treat it like you’re machining steel. Tooling and material feed rates must be dropped down. It’s very expensive to machine. While it makes for a very stable engine block – perfect for premium racing operations – you don’t see it widespread across the board…yet.”
Racing Changes
“The needs have definitely changed in racing over the years – and as a result, so have the demands of the aftermarket,” suggests T&S Machine’s Whitley. “It used to be that racers bought a lot of used product and rebuilt it. Cylinder heads were a prime example. Engine builders would buy performance cylinder heads, clean them up and modify them for racing. Now, we’re seeing a lot more with new heads.
They’re still buying and modifying heads, but in many cases they’re brand new, clean castings. Race shops have always been clean places – now, we’re seeing some regular rebuilders who don’t do much cleaning: they’re working on clean castings.”
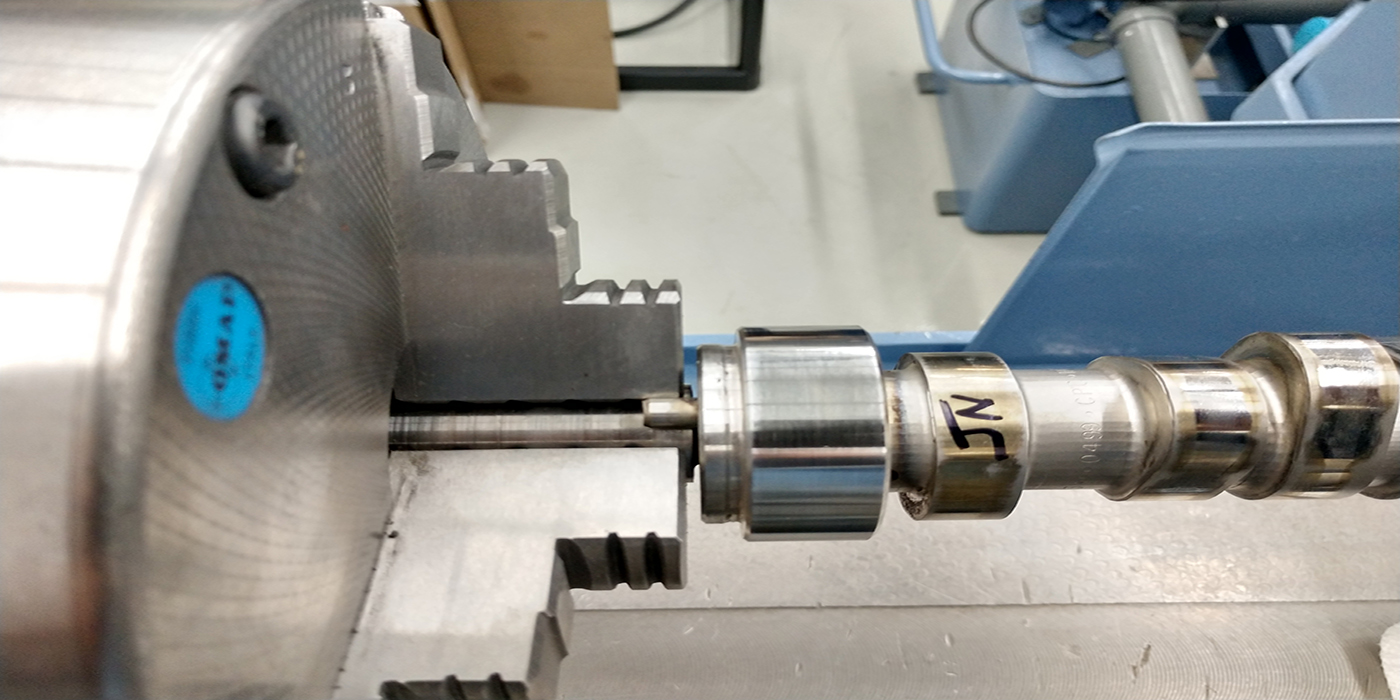
Whitley says the increase in available aftermarket parts has actually been a benefit to equipment suppliers. “Crankshafts are a prime example,” he says. “We used to balance the rotating assembly because we bored the block and put new pistons in. Now, engine builders are buying aftermarket crankshafts that are harder and rough-balanced. They’re not even expecting them to be balanced when they get them – they know they’ll have to do the balance job.”
Sunnen’s Meara echoes this thought: “Parts such as crankshafts are being made cheaper than ever. Builders are buying new rather than repair them… but that means they’ll have to balance them.”
Such factors as parts pricing have a sizeable impact on the equipment needs of today’s engine builder, especially as it relates to creating new power. Meeting the standards set by the OEM is equally important to restore existing power.
“The machine capabilities of the OEMs are extremely accurate,” says CWT’s Neal. “Their manufacturing standards are very precise, and the OEM – through actions such as Six Sigma, ISO documentation and an entire host of quality initiatives – are building engines in volumes that is equivalent to some of the best performance engine builders in the world.”
Neal urges the aftermarket to understand that the OEM is building a quality engine. “If engine builders want to stay in the game they must make the commitment to excellence or they will be driven out of the market,” he says.
Indeed, the number of engine builders continues to decline, a fact well-documented. “We keep hearing that shops are shutting down,” says Whitley. “It’s true