An overhead cam bore alignment station has been put in place in the Gas
Engine Division of the Jasper, Ind., facility. At the heart of this
station is a Milltronics 7200 CNC machine that properly centers the
head for the align boring tool to machine each journal. The CNC machine
takes less time to do the procedure, with improved accuracy, when
compared to a manually operated drawbar boring setup, according to
Jasper.
Currently, the station’s main focuses are the Ford 4.6, 5.4 and 6.8L
modular engines with aluminum overhead cam cylinder heads. The station
gives Jasper the ability to remanufacture these heads that in the past
would not be salvageable.
“The camshaft rides on the aluminum journal of the head and not on an
actual bearing,” said Lukas Hetterscheidt, JASPER Gas Engine quality
control captain. “Any dirt or debris that gets in between the cam and
the head tends to tear up the journals and the camshaft itself.”
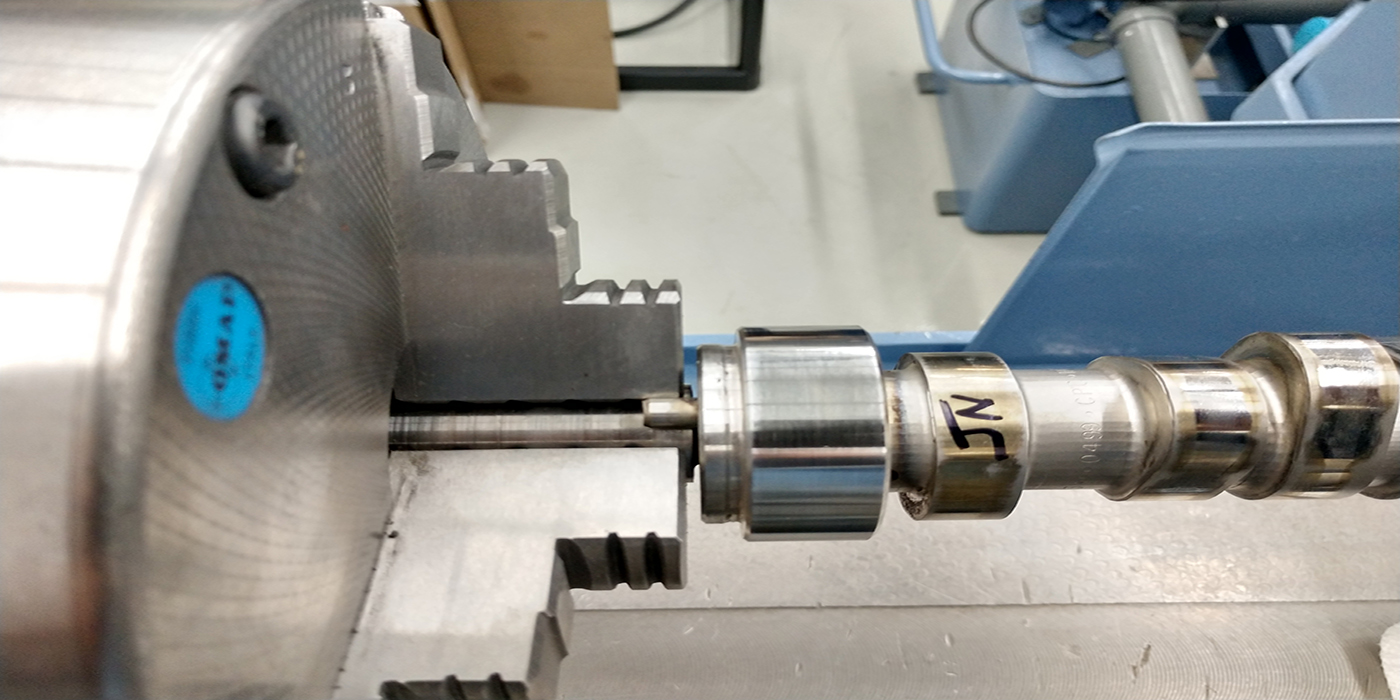
JASPER’s Indiana Tool & Die Division has the capability to weld up
the steel camshaft journals to .030? oversize. Meanwhile, heads are
taken to the cam bore alignment station where the journals are align
bored to accept the remanufactured camshaft.
“Anything that was in poor condition would, in the past, be discarded,
and we would run out of core heads or core cams,” said Hetterscheidt.
“Now we can save both the cam and the heads. We are always keeping our
eyes open for ways to reclaim components, maintaining the highest
quality standards and producing the greatest value for our customer.”
In the future, JASPER plans to utilize the cam bore alignment station
on 3.7 and 4.7L Chrysler cylinder heads. Hetterscheidt added similar
stations could be implemented in other JASPER facilities where overhead
cam engines are remanufactured.