Engine Pro December Shop Solutions
PASS THE ROAST SLEEVES We do quite a few re-bore and power hone jobs on small, single-cylinder engines in our shop. Usually, going to the next available oversize is all that is needed. However, when cylinders are badly damaged or have already been re-bored to the limit, we install an aftermarket sleeve to save the
Engine Pro Shop Solutions – April 2018
A BIT OF KNOWLEDGE Three tips to make your drill bits last longer. 1. Choose the right bit. A black oxide-coated bit helps reduce friction and increase chip flow, but shouldn’t be used on nonferrous materials. TiN is a titanium nitride with a gold color that can run faster than uncoated bits and increase tool
Engine Pro Shop Solutions – January 2018
I needed to mount this Desoto Hemi from a nostalgia dragster on my align bore machine. It did not line up with any mounting holes on my end plates, so I had to drill new holes – here’s the procedure to make sure it’s done right.

Shop Solutions – April 2017
Exhaust manifolds can be resurfaced using a surface grinder with the typical universal cylinder head fixture. First start by tapping threads in the thru holes.
Shop Solutions – December 2017
It can be much easier to install and remove spark plugs, when space is tight due to header configuration by notching out one section of a spark plug socket. This will allow for a better angle, and you can still use the hex head rather than a ratchet drive.
Shop Solutions – November 2017
Priming an engine with a half-inch drill and getting oil to all rockers without this mod takes 36 minutes. After the mod it takes less than a minute. Here’s what I do on Dart Big M blocks.
Shop Solutions – October 2017
Some cylinder heads, like small block Mopars, have the intake manifold bolt holes at a slight angle from the manifold flange. This makes it hard to mount on our surfacing machine milling plate because, when you tighten up the mounting studs against the plate, it wants to bend the stud.
September 2017 Shop Solutions
In our shop we seem to constantly be moving cylinder heads around. First, from arrival at the door to a tear down bench, then to the jet wash, to a storage shelf, to benches to be worked on and then to benches to be assembled. To do it all efficiently, we have three 34” tall 4-wheel carts.
August 2017 Shop Solutions
At times I have had a main journal that just honed faster than the rest. Here’s my solution – maybe it will work for you as well. I cut some .001˝ shim stock and place it between the stone and journal and give it a few short strokes. The shim stock will stop the honing of that one journal and let the rest catch up.

Engine Builder Shop Solutions – July 2017
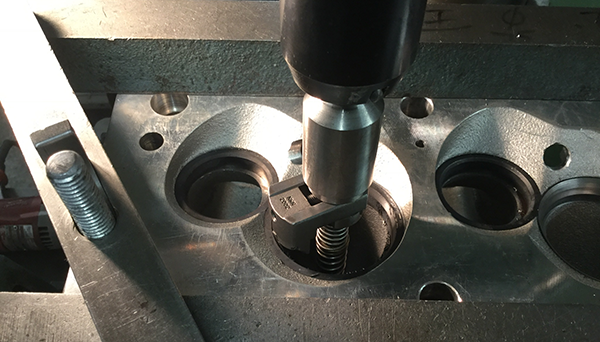
Anyone with a Sunnen diamond hone head can gain more clearance on the bottom of the cylinder to main web area by taking off the factory spring setup and replacing it with the spring from a small block Chevy front cover seal.

Shop Solutions June 2017
To check lifter bores for finish, burrs or obstruction, I made tools by removing the plunger and internal parts from some lifters. You can stick the lifter on the end of your finger then slide it, with twisting motion, in and out of the lifter bore.
Shop Solutions – February 2017
Cylinder head and block flatness and surface finish are critical to proper head gasket sealing. The following general specifications cover both gasoline and diesel engines.