STOP FRETTING
If you work on any high-power adder or high-rpm engines, chances are you will see some fretting on the bottoms of main caps and the backside of the upper rod bearing. Even when the tune is right, you will still see minor signs of movement between the parts.

To help combat this, we coat the bottoms of main caps, the backside of the upper rod bearings and both main bearing shells with an anti-friction spray. There are a few companies who offer this – Dow Corning and Seymour to name a couple. We also like to prep the surfaces with red Scotch-brite and clean with lacquer thinner prior to coating.
Nick Jones, Automotive Machine, Fraser, MI
LIFTER BORE GO-NOGO

An expedient method of checking and verifying both lifter bore wear and size is with a “go-nogo” gauge. This is not meant to replace the use of a dial bore gauge, just as a quick check. They are easily machined on a lathe. They can be machined from any hard material. I prefer stainless steel due to the material’s oxidation resistance. I have made a number of these in specific sizes for some customers as well.
Archie Frangoudis, Archie’s Racing Service, Merrimack, NH
CRANK TURNING SOCKET

I took a big block Chevy crank socket and drilled and taped (3) ¼˝-20 holes for set screws, 120 degrees apart. You can now use it on Mopar, Pontiac or just about any crankshaft with a 3/16˝ keyway.
Paul Pionessa, Pionessa Automotive, Lancaster, NY
GOOD TO BE FOILED
Keep a roll of kitchen aluminum foil handy in the shop. It is useful for many things including shimming chuck jaws, wrapping parts to keep shavings out, protecting parts from weld splatter, covering mill or lathe ways when machining abrasive cast iron, or using it as a shield against grinding dust.
Tom Nichols, Automotive Machine & Supply, Inc, Cleburne, TX
WHICH WAY IS UP
When you are not sure which way the 2nd rings go in or cannot figure out the markings, remember, they are oil scrapers and have a tapered face. I hold one down to see which way it leans vs. a square. The side that leans towards the square is the top and is quite evident. This is a good test that I learned from a ring manufacturer and felt it is worth repeating. I had a customer who assembled his engine and brought it in as a dyno job only. It blew oil out the headers and upon disassembly we found all the 2nd rings were in upside down. They scraped the oil into the combustion chambers.
Randy Torvinen, Torvinen’s Machine Shop, Menahga, MN
GETTING A HANDLE ON IT
This is a simple handle I made for blocks to support them while setting them up in machines that require you to level or tram with a jack screw. It threads into a cylinder head bolt hole. I use it on the surfacer, lifter true machine and it is also effective at the boring machine where the block will rise to a deck location fixture. It reduces the chance of the block crashing down if the jack screw were to slip while you are setting up. And the extra mechanical advantage makes the block much easier to handle.
Ron Flood, Cedar Machine, North Branch, MN
VW VALVE BREAKAGE
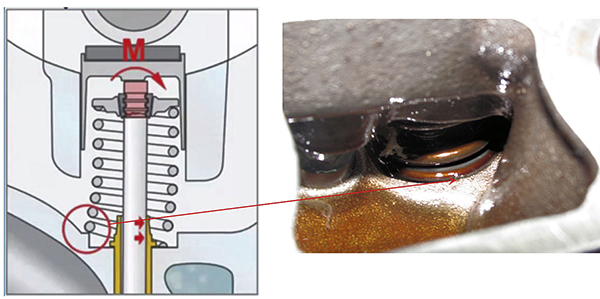
It is not uncommon for the Volkswagen 1.8L, 20-valve cylinder head to require several if not all new intake and exhaust valves once it reaches your shop door. A failed belt, water pump and tensioners can provide quick and devastating havoc inside the engine and some valves will always come in contact with the pistons. Improper assembly may also create havoc if the assembler is not cautious. The valve springs may be installed, but not seated correctly in the spring pocket. It can be difficult to catch this, but may be observed through the cylinder head. Should the engine run for even a short time in this configuration, the resulting side load on the valve as it travels up and down the valve guide will cause the valve to flex and break at the weakest or narrowest point within the valve keeper grooves. When this happens, the broken valve will fall free from the retainer and drop into the combustion chamber causing massive failure. Double and triple checking that the valve spring is properly seated may help save the shop from a very expensive warranty situation.
Engine Pro Technical Committee












