It doesn’t take a rocket scientist to realize that the rising cost of raw materials and supply chain disruptions over the last few years would transform our industry. However, we never envisioned the sudden demand for billet blocks to surpass that of cast iron or aluminum. The cost of cast aluminum blocks are creeping ever closer to that of their billet counterpart, therefore the additional expense is now a reasonable and practical upgrade for our racers.
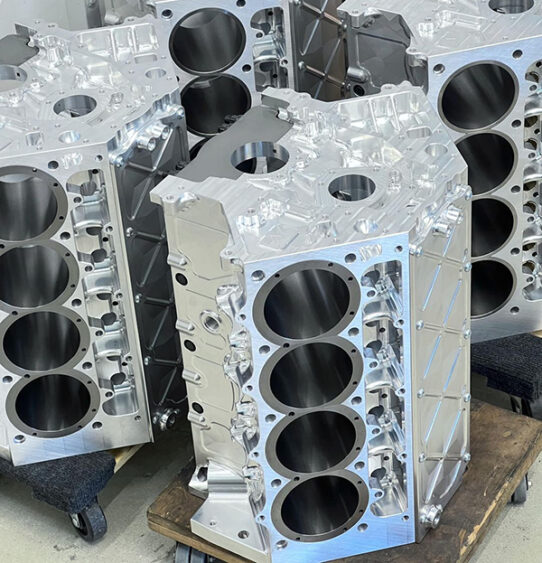
Besides the obvious visual difference of billet blocks looking like a piece of art or jewelry, the benefits of billet aluminum over cast aluminum are highly advantageous for end users and engine builders alike.
Billet aluminum has a lower yield strength or higher modulus of elasticity, meaning it will flex, or absorb energy easier under tension or stress than cast aluminum, without incurring permanent damage. This stronger, more pliable material is ideal for racers ramping up boost and running on the edge of detonation, which is where cast blocks fall short. In the unfortunate case of the load limit being reached and resulting in a cracked block, billet aluminum is much easier to weld and repair than cast aluminum. Cast iron on the other hand, is completely unsalvageable and immediately deemed scrap.
As an engine builder predominantly focused on race applications, our cast and billet builds all receive the same treatments, though the machining operations differ slightly. A touch align hone is usually always enough for a billet block, if needed at all, whereas some cast blocks usually need much longer in the line hone, and a little more fine tuning when it comes to decking too. A major advantage with most billet blocks is not having to machine the block to clearance for aluminum rods. Ninety percent of our engine builds are using aluminum rods. If they are going in a cast block, that can be hours of clearancing, de-burring and mocking up the rotating assembly.
Not only are these aspects of billet blocks advantageous for the engine builder in terms of the time and expenses involved, such as stones and fluids for the machines, but the decrease in additional labor also reduces the costs for the customer. If you look at it from the other angle, the added expenses towards machining a cast block narrows the cost margin compared to the billet alternative. Combined with the material strength and maintenance benefits, a billet block, while always more appealing, now becomes a more feasible option.

From an engineering perspective, the options when working with billet in a CNC machine are endless. Manufacturers can get creative when designing elements such as improved oil drain back, bore centers, lifter locations, etc. We’ve also seen more innovative main cap designs from our billet vendors, in addition to better tolerances and overall finish of the main tunnel. Making changes to a cast block design isn’t a straightforward or fast process, whereas a program change for a billet block can be implemented within minutes.
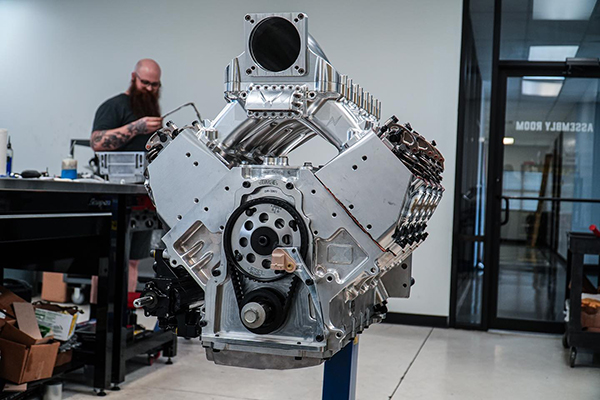
A brilliant example of an upgrade we never knew we needed, is the change of head stud pattern in Noonan’s 4.9 Hemi. This simple and small shift of the head stud location allows cylinder heads to be removed without having to take the intake or blower off, thus maximizing racers’ efficiency at the track if needing to service the engine. The addition of two extra head studs for each cylinder head also greatly improves the clamping ability at the ends of the decks, and the 1.250” raised cam strengthens the block and enables for a shorter pushrod, therefore stiffening the valvetrain for added durability.
The additional machining that can be undertaken by a billet vendor at the time of manufacturing the block or heads in a CNC machine is also a positive factor, which eliminates additional steps or user error down the line. For instance, we recently machined some cast heads for top fuel hoops and found that too much material was removed during the hand-finishing of the exhaust valve area on some of the chambers. This caused the chamber to be slightly offset, and unfortunately resulted in the hoop groove cutting into the chamber. This is an untimely setback for us and our customer. Thankfully, this is not something we come across all too often with cast heads and is nearly impossible to experience during a billet build.
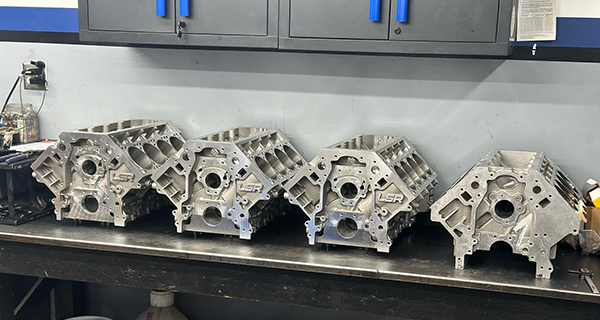
When ordering a cast aftermarket block, the machining options tend to stop at the head studs, whereas a billet block can be made to order with additional machining, such as accommodating a Jesel belt or RCD gear drive, machining and installing for specific lifter bushings, and machining the block and heads for top fuel hoops, to name but a few. Having this done by the manufacturer reduces our workload once we receive the block and heads, and frees up our CNC machines for other tasks, like parts manufacturing.
You can have a complete block and heads ready to assemble from a billet manufacturer if that works for you. While the convenience and fast turnaround is a great bonus for race shops, we still like to do our own honing. We are very specific with the “R” numbers we want to achieve using our Sunnen CNC vertical hone and have narrowed down our processes for different finishes according to the fuel and power adder types being used by our customers.
In comparison to cast blocks, we’ve noticed that the cylinder sleeves in billet blocks require a coarser diamond. We show our build stages daily on social media and often get asked about the stones we use because there are so many variables when it comes to honing. We use an 8-stone head with 16 points of contact. It takes time to narrow down your processes for each type of block.
Honing is the one machining process we like having full control over. Other than that, the advantages of the machining processes being carried out by the manufacturer are considerable. Of course, we are talking about our own experiences based on the type of builds we do and the machines we use. What’s important for us might not be as important for the next machine shop or engine builder based on their customers’ race classes or type of engine.
Our customers do very well in 1/8th and 1/4-mile racing, both with cast blocks and billet blocks. However, we will run less timing in the back half of the track with the cast combinations versus a billet combination. The insurance of billet aluminum is not only the power it can hold, but the alleviation of cast material issues such as porosity, which as we know can weaken the block in any area. The biggest drawback with billet options for most customers is ultimately the cost involved, though as we mentioned earlier, the cost of cast aluminum blocks and the additional machining required does sway many of our customers towards a billet block. We joke that a billet block will be a block for life (usually), whereas an iron block is good until it breaks. As with anything though, there are limits and there’s always someone inadvertently willing to find those limits!
Maintenance and repairs with a billet block are a lot easier to do at the track, if ever needed. Most customers will have spare sleeves, pistons, rods, etc. in their trailer. We can pull a sleeve out and change it in the pits ready for the next race, keeping the racer in competition. If you have an iron block, that would be impossible. You would have to head home and get the block machined ready for the next event, and most likely need to order bigger pistons to fit the new bore size, potentially delaying your return to the track that season.
The consistency in precision and finish is far more uniform in billet blocks and heads, which means we can use the same program, or base file at least, to hone and cut hoops in our CNC machines. It grants us a more definite time frame for building the engine.
Overall, we find that the structure and integrity of a billet product, alongside the machining operations and assembly processes that we go through as a race engine builder, to be less demanding than that of cast blocks and heads. That doesn’t mean our workload decreases or it’s an easier feat to use a billet block over a cast one. We continue to check, measure and log every measurement we take, but we find less, if any, anomalies with a billet block that would need to be adjusted in a machine. EB