A Combination of Oil, Surface Finish & Crosshatch
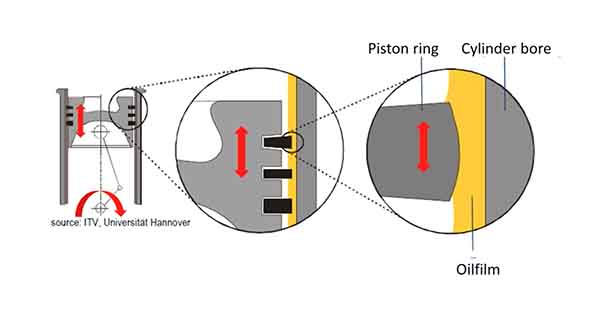
If you’ve been following along in the pages of Engine Builder lately, or have spoken to anyone at Total Seal or Rottler in the last couple years, you already know the mantra of “oil is the gasket.” Microscopic surface roughness and waviness create leak paths, especially under high cylinder pressures. These peaks and valleys exist, not just on the block and head surface, but on the cylinder walls, piston rings and piston ring grooves. That’s where motor oil acts like a gasket to seal those components together.
Now, you might be thinking that smoother surface finishes on the cylinder wall must be the answer, but a certain amount of roughness in the hone is needed to hold oil. Because the oil is fluid and not a stationary gasket, the roughness on the cylinder wall retains the oil so it can assist with ring seal.

You might also be thinking, I’ve never had any problems getting my engines to seal up, so why even worry with plateau finishing, much less an extreme plateau? Well, the traditional honing and finishing techniques tend to leave a rougher surface, which is good for retaining oil. However, the peaks from those rougher surfaces create wear debris. That debris is not 100% captured by the filter, so it can create additional wear throughout the engine.
Before getting to how to change honing techniques, we need to talk about piston ring face coatings. This is another area of major change over time, which has led to many myths and misunderstandings.
We’ve gone from cast iron rings, which were fairly soft and did their job, but didn’t last very long, to then a chrome coating. The harder, longer lasting chrome-faced rings did the trick, but were a bear to break-in. A rougher cylinder finish was required to help the chrome-faced ring break-in. The next evolution was a molybdenum coating on the face of the ring instead of hard chrome.
The new, softer molybdenum (moly) face coatings broke in really easy, and the coating was porous, which allowed the ring to hold some oil. The combination of a softer coating that actually held oil enabled the next big change in cylinder honing – the smooth plateau. Since the cylinders didn’t need to be rough to break-in the rings or hold as much oil, cylinder finishes got smoother and smoother over time. While this sounds good, there are two downsides to moly.

The first is that it is soft, which means it wears out faster. The second is that moly will flake off in boosted and nitrous engines, which makes the engine’s life really short. Add in today’s low lubricity fuels like methanol and E85, and you can see that moly is not the best choice for boosted or high-performance engines.
Enter PVD (Physical Vapor Deposition) applied titanium nitride coatings. The PVD coated, steel piston ring along with an extreme plateau hone provides a longer lasting engine that still breaks in easy. And, makes for a ring, when paired with the proper hone technique, that can stand up to fuel dilution while maintaining a proper seal. If fuel is allowed to wash the oil off the cylinder walls, bad things occur such as increased blow-by and ring wear.
Accordingly, more valley depth is needed from the cylinder bore finish to retain oil when higher levels of fuel are being consumed. For example, a methanol-injected engine versus an EFI, gasoline-fueled engine. The injected methanol engine typically runs twice as much fuel than the EFI gasoline engine. As such, deeper valleys are required to retain more oil to offset the increased fuel wash.
This brings us back to honing. In today’s world, you hone to size and then plateau for texture. If you take out too much material with the plateau abrasive, you will lose those much-needed valleys to hold the oil. Using modern honing machines, surface finishes, crosshatch angles, ring materials, and coatings all combine to create a more efficient engine, and part of that efficiency is the “gasket” formed by the motor oil. This is what makes up “Ring Seal Soup.”
When looking at different engine builds, depending on a number of factors such as horsepower, application and fuel type, there’s also very different ways we look at the strategy to get the correct crosshatching, surface finishing and everything necessary for the longevity of the rings.
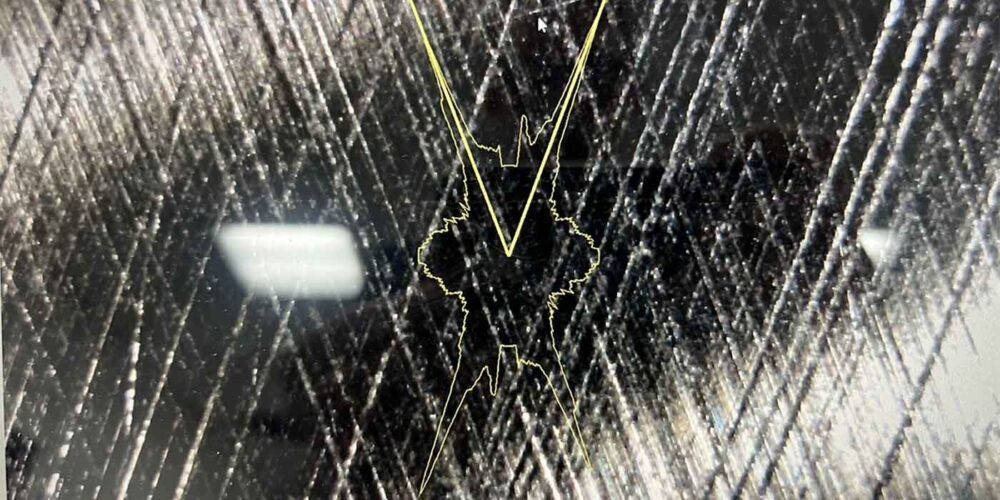
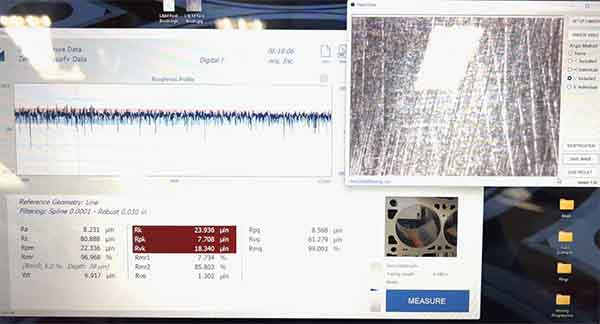
One of the biggest things is the new values we use to determine surface finish. Once upon a time it was Ra and everybody used Ra, but we really couldn’t define a surface finish very well with Ra. Now, we have new surface finish parameters – the Rk, Rpk and Rvk values – which we can use to better define a surface finish for honing or for the cylinder walls and oil retention and ring sealing. Another thing to note is, the more abrasive you have in a hone head, say a six-stone head, the rounder the cylinder is, and geometry is a huge part of ring sealing.
Guys spend a lot of time grinding rings or lapping rings round, and then we make out-of-round holes and we try to seal perfectly round rings in an out-of-round cylinder. With the six-stone hone head, you’re going to get a much rounder cylinder and the rings are going to automatically seal better to start with.
As mentioned, for a lot of years, everybody thought the smoother the cylinder, the better you were. Everybody was afraid of having some oil on the cylinder walls. Using new testing methods, we’ve determined you want the opposite of what everybody once thought. The Rk values really help us define that surface finish.

Picture a bolt in your hand and visualize the threads of that bolt. You have the major diameter versus the minor diameter. This is a good comparison to surface finish. The major diameter of a bolt would be similar to Rpk, while the minor diameter would be the Rvk.
Rpk is the peak count, which is what the ring actually sees. Rvk is the valleys, which is what the oil sees or what holds the oil and helps you seal a cylinder. The Rk is our plateau or our bearing load or bearing area that actually takes most of the load of the ring.
For a higher horsepower, wild build, which we are seeing more and more of these days, we want to see more Rvk or valley because you tend to have higher combustion chamber pressures and boost pressures and pour more fuel into those. All of which is trying to blow that oil off the cylinder walls, and that oil helps us seal the rings.
Higher Rvk really does make a difference, and we’re finding that from the Pro Stock ranks to Sprint Car to crazy diesel guys, more Rvk has really opened some eyes. We’re seeing nice horsepower gains by doing that.
Another part of this recipe is the crosshatch angle associated with your hone and surface finish, which is commonly determined by your cylinder length. The shorter your cylinder length or stroke, the shallower your crosshatch angle tends to be. Pro Stock stuff, which is short stroke, tends to run about a 28-degree angle, while the longer stroke stuff like light-duty diesel, tends to run 45-50-degree angles.
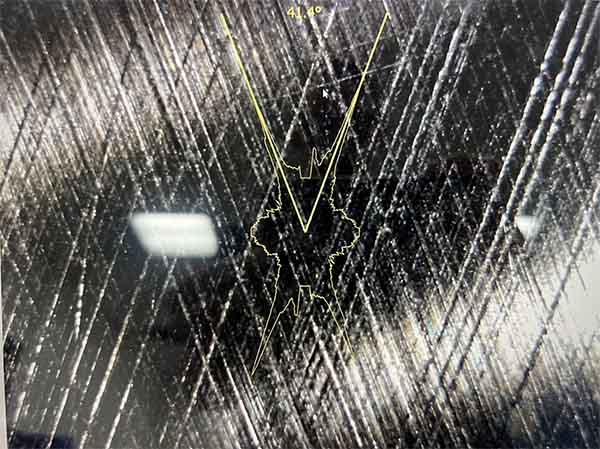
Something to keep in mind is that crosshatch angle and surface finish are not the same thing! Everyone is familiar with a 45-degree crosshatch angle as it’s a very common number. But, what some people don’t seem to understand or know is that is known as the included angle. If you drew an imaginary line through the middle of your two crosshatch cuts, you have 22.5-degrees going up and 22.5-degrees going down, which gives you the 45-degree crosshatch angle. Or, if you measure off of the deck, you’d be coming down 22.5-degrees.
If you’re 45-degrees off the deck, you’re actually at a 90-degree crosshatch angle. Crosshatch angle can be determined through the honing process from appropriate feeds and speeds. Newer honing machines can give you a certain crosshatch angle by just punching a button. That said, with the older machines, you can get the correct angles, but you’ve got to be very careful because how hard you load it is going to slow the speed of the head, which will change the angle. Even though you’ve set it the way the manufacturer of the machine said to do it, you still want to check that angle because you may have set it correctly, but the machine may have done it wrong. That’s why it’s important to verify the crosshatch angle.
Crosshatch angle is important because it has an impact on ring rotation speeds, blow by and movement of oil up and down the cylinder. However, surface finish has an impact on oil retention and keeping that gasket or seal in the cylinder. While these two measurements are separate, they are also related. Surface finish isn’t going to change based on the crosshatch angle, however, as the crosshatch angle becomes more vertical, it’s easier for oil to move to the top or bottom of the bore.
You’ll typically see steeper crosshatch angles, say a 60-degree crosshatch angle, in a long-stroke engine – something like aircraft, locomotive, or an engine that has a hard time getting oil back into the sump. Subarus and some of the flat engines would fall into that category. However, because it’s easier for the oil to move up and down, it’s also easier for blow by to occur.
In a performance engine, we don’t want that blow by, so we want to flatten that angle, but not go too flat. Going with too flat of a crosshatch angle effectively makes the piston ring an oil scrapper, and that oil doesn’t migrate to all areas of the cylinder wall, which causes you to lose that oil retention and that sealing capability. The oil migration now is no longer up and down, but rather side to side, and can cause ring chatter.
Going back to surface finish, the depth of the valleys and peaks in your finish has no impact on the crosshatch angle, but you could have a perfect surface finish and screw it up with the wrong crosshatch angle, whether it’s too steep or too flat. There’s been a lot of research on the sweet spot for crosshatch angle, and generally the 45-degree angle does a pretty good job in most applications.
With big bore, short stroke, high-rpm stuff, you might flatten that angle down – somewhere in the high 20-degrees or mid-30-degrees – is not uncommon and seems to work very well. Going the other direction – long stroke, small bore – we’re going the other way because it’s harder to get oil migration throughout the cylinder bore. We see dry bores and overheated parts because of the lack of lubrication or the ability to move heat out of the cylinder.
Understanding the relationship between stroke and crosshatch angle is a key thing. A lot of the “older” ways of thinking about crosshatch and surface finish don’t work anymore due to the different types of piston rings being used, as well as the different block materials being used. Today, the crosshatch angle and surface finish have to be considered as part of your engine’s overall “package.”
Again, think of it as Ring Seal Soup. It’s a combination of things. It’s not just one angle or one surface finish or one stroke or one oil viscosity – it’s the combination of all of them coming together. You’re looking for this because a higher performing engine typically means it’s a longer-lasting engine as well. The longevity of modern engines seen today even compared to four or five years ago is unbelievable.
When it comes to honing a cylinder, there’s a lot of different ways you can go depending on the bore material and the engine application. You have to approach honing from the standpoint of what do you want the hone to do and why. The values of Rk, Rpk and Rvk get you in a box, but there’s a lot of performance variation in that box that can be improved on. By resolving the surface, you can see real changes that make a big difference. EB
*This feature was written with input from Total Seal’s Lake Speed Jr. and Keith Jones and Rottler’s Ed Kiebler.












