
If you’ve been following our Magnum Charity build, then you know it’s all about the “Dare.”
What started life as an article some years past on the concept of “Love the one you’re with,” has become a “put your money (and time) where your mouth is.”
We chose to expand on the idea of taking the engine under the hood of your customer’s car, and modifying it rather than searching out a more desirable muscle car engine. Now, with the money you’d save by not having to purchase another expensive desirable core motor, invest that money into a stroker crankshaft and a set of matching pistons to build a bigger cubic inch engine that would have more power than the old factory muscle car engine and greater dependability from the new upgraded parts.
We chose an old Chrysler 318. There were literally millions produced and I guarantee you no one associates big horsepower and 318. No one.
But with a little homework, we discovered someone has thought about this and pistons are available from ICON, the forged piston division of United Engine & Machine Co., more commonly called Silv-O-Lite. They catalog a piston that when matched with a 4” stroke crankshaft that would more often be used in a 340 Mopar it produces a 392 c.i. stroker, when your block is bored .040” oversize. Things get even sweeter when you consider this package uses stock length connecting rods. This is a 74-cubic inch increase and should really wake things up under the hood of any 318-powered Chrysler product. And, you can keep those old 318 emblems or stickers in place for the ultimate sleeper.
Since we don’t have an older Chrysler product to put our 392 Magnum in, we thought we might “Dare” to get our readers and visitors to the up coming PRI Show involved by raffling off our finished project and putting whatever funds we can raise to a very good cause – the Independence Fund – www.independecefund.org – which raises money to purchase motorized wheelchairs for our returning wounded veterans.

So, to get the ball/engine build rolling, a shopping list was created and prioritized and many a phone call and email were placed. We now have a storage room of parts that exceeds my imagination of what this could be.
And, I must state right here that our desire to produce an interesting and valuable finished product does exceed the initial concept. You would not have to purchase parts to the extent of what we have to build with, to do a project like this.
The pistons would be the only fixed part of this build. A less expensive cast steel crank could easily be used along with stock connecting rods. We were lucky enough to have SCAT Industries donate one of its forged 4340 crankshafts and a set of I-beam connecting rods. We are using a set of EngineQuest Magnum cylinder heads fitted with a set of Ferrea 6000 competition series valves for a GM LS-type motor.
In the next issue, you will see all the great bolt-ons donated by Edelbrock, Milodon and ACCEL, to name but a few gracious contributors. Again, generous donations that will enhance the capabilities and dependability of our engine, but may exceed the budget of your customer and chase off the job. This would be the opposite of our intent, so plan your project realistically and within the budget constraints of your customer.
Making Adjustments
Our project is not so quickly coming together, but the end is in sight. In the August issue, we showed you highlights of building our cylinder heads. Deadlines and conflicting schedules of the various volunteers made it difficult to report everything, so I have a little to add on building a performance Magnum head, before we move onto the shortblock.
We shared the specs of our Lunati cam kit and the increased rocker arm ration of the Magnum style heads and valve train over the older LA style 318. Our exhaust valve lift, at the valve, calculates out to .569”. To get an installed height that would except the valve spring we needed took more work than initially reported.
Once I was able to track down the info I needed from EngineQuest on how much we could remove from our spring pads, we still came up short. They suggested that the heads could be cut as much as .080” deeper. This still left us short from the .100” we needed. We were very close to an even 1.600” installed height with our EQ heads, Ferrea stock length LS valves and Comp Cams retainer combination. We needed to get to 1.700” We choose to stay on the safe side and cut the spring pads .050” and used a set of .050” offset valve locks to get us to a perfect 1.700” valve spring installed height.
This month, you can checkout the progress we’ve made on the shortblock. Cam bearings are installed and the cam fit perfect. No surprises as we mic’d the cam bores before we attempted to install the bearings. That would have been the time to correct a housing bore, not after destroying a bearing or two.
We installed the new distributor tower bushing that was included in the DuraBond finish kit. These kits are really the way to go. It’s nice to have all the new hardware right there in one place as you do your assembly. You will note that there are no freeze plugs installed. This parts guy ran into a parts problem. Somewhere along the line it seems a wrong plug kit was ordered. Talk about your irony. We needed a couple 19/32” plugs for the front oil galleys and on this fine Saturday afternoon, there were none in the house. So a kit will be sent down and installed, but they missed the photo session.
We also ran into a problem with the stud kit that was ordered along with the Milodon oil pan and windage tray. They are short and though the package is correctly marked to fit a 318, we now understand there is another set available.
We are hoping these will give us some additional length so that the SCAT crank and rods will clear the windage tray.
Did I say something about this parts guy and irony? I have to thank my volunteer engine builder, Joe, for being so understanding. Though I was quite miffed and a little angry with myself for not catching things sooner, he took things in his stride. More than once he reminded me that this is Automotive 101, “Parts Happen.”

The “Balance” of the Assembly
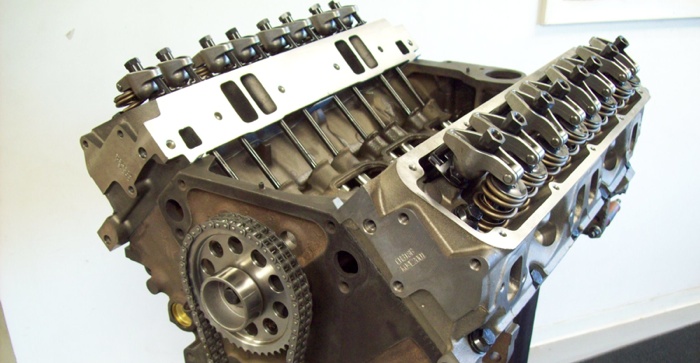
From the pictures here, you’ll see we did not stop and whine or blame anyone else. Joe told me this was standard operating procedure for a performance build of this magnitude and he really expected worse. Nothing here stopped us from completing the shortblock.
The crank is lying in the block on a set of extra clearance bearing from Clevite. The combination of the now perfect align-bore and crank mains that are on the high side left us a little too tight. But, we came out a perfect .0025” clearance by using the “X” or extra clearance bearing set. Yes, the parts guy got it right this time by securing both std and X bearings before the day of the build.
Our crank spends perfectly on a coat of Driven assembly grease. The main and rod bolts were treated to a coating of ARP assembly lube on the threads and a dab under the head of each bolt.
The same treatment was used on the connecting rods and bearings. A coat of clean motor was used in the bores and the sides of the ICON pistons and EPG rings. The full floating pins were treated to a coat of Driven’s HVL and the spiral locks installed to retain them. Clevite H-series rod bearings were used to give us .002” clearance at the rods.
The Lunati cam spins freely in the block and it too was coated with the Driven assembly lube. Engine Parts Group donated the billet 9-keyway timing set and it was installed with parts from the DuraBond finish kit. Our cam was degreed and number one intake was found to be in at 107 degrees. The cam card says this cam lobe center was 106 degrees. We advanced the cam 2-degrees at the crank gear. After a little running time and chain stretch, we should fall right in at 106.
The balance of the assembly should be pretty straight-forward once the correct parts get there. We’ll report in the next article on anything that comes up in our valve train assembly, but we expect the Comp Cams adjustable rocker kit will workout perfectly and things will look much different with our fully dressed out engine. We’ll also report on our dyno session and just see what kind of power an old overlooked dog can make with a few new tricks. And some very tricky parts.
Please checkout the Independence Fund. Please plan on seeing us at the PRI show. Please participate in the raffle. (Note: More info on that proceeder will be coming in our next installment of this build.)
The funds we raise could not go to a better cause. Please continue to follow along and see if “The parts guy” missed anything else. Please dare to think outside the box. If we all just follow the rules, build “belly-button” engines, we’ll loose this race for engine individuality and creativity.
Lately, we’re seeing more crate motors and dealership crate motor programs cut heavily into the performance market from all reports. This is absolutely a trend and its my belief that we, collectively – machinists, distributors and manufactures – must curtail this trend if we want a more profitable future.
Performance has always been the excitement in the industry. Sure, there are more lucrative portions of the industry, and you should profit from these as well.
Still, performance engine building and racing have brought many durability and power upgrades, not only to engine rebuilding, but also to the OEM and the stock engines that perform like no one ever dreamed, and out last the vehicles they’re installed in.












