One of the essential elements of engine building is making sure heads, blocks, main bearing caps, crankshafts, connecting rods, pistons, cams, timing gears, rocker arms, and flywheels are free from cracks. If you’re doing a complete engine build, checking the intake and exhaust manifolds for cracks is also a good idea – and that includes plastic intake manifolds as well as cast iron and aluminum.
Parts should be checked for cracks after they have been cleaned, before they are machined, and in some cases a second time after they have been machined, repaired or partially assembled (after installing a new seat in a head, sleeves in a block, etc.).
Cracks are bad news because they never heal themselves. Once a crack starts, it always gets worse. It will continue to grow until eventually it causes a major problem like a combustion or coolant leak, an exhaust leak in an exhaust manifold or a vacuum or coolant leak in an intake manifold. A crack that propagates and spreads in a critical component such as a rod, main cap, crankshaft or cam can lead to fracture, part breakage and complete engine failure.
Checking critical engine parts and castings is time well spent if it heads off a major problem that might result in a major engine issue or a warranty claim. You’re protecting your reputation as well as your bottom line when you take the time and effort to thoroughly inspect all of the major engine components for cracks – and this includes new parts and castings as well as used ones. Some people think it’s only necessary to check used parts and castings for cracks, but new ones may be defective too. There’s no way to know unless you take the time to make sure they are crack-free (and porosity free if you are checking aluminum heads and blocks).
Something else to keep in mind is that cracks may be a symptom of another underlying problem. A head may be cracked because the engine overheated. That, in turn, could mean there’s a problem with the cooling system that needs to be identified and corrected (an internal or external coolant leak, bad water pump, clogged radiator, inadequate airflow through the radiator or grille opening, radiator too small for the engine, an inoperative cooling fan, or even an exhaust restriction). A crack in a crankshaft could be the result of excessive crank flexing and twisting due to a bad harmonic balancer.
Checking Iron Parts For Cracks
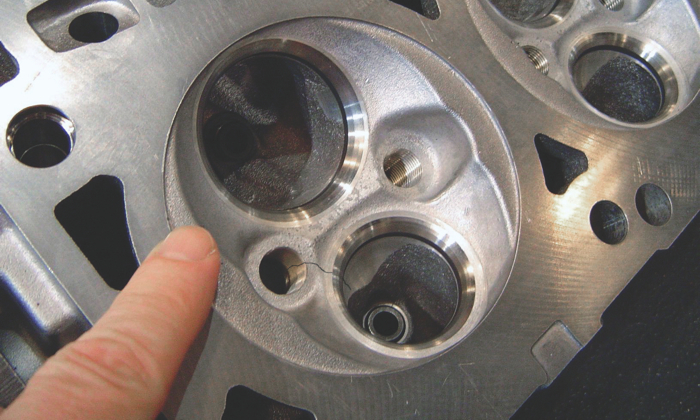
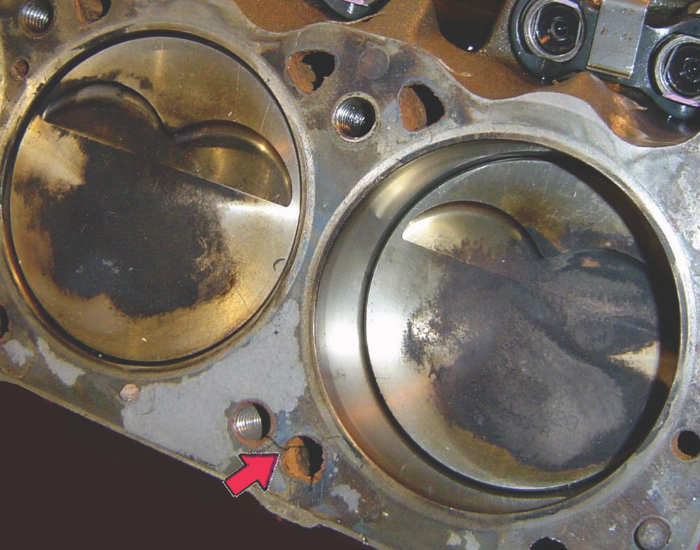
Crack detection requires some special equipment. No single crack detection technique is sufficient for finding cracks in engine parts. One “quick check” for coolant leaks in used cylinder heads or blocks that requires no equipment whatsoever is to simply note the appearance of the combustion chambers and pistons when the engine is disassembled. If a combustion chamber or piston lacks the normal accumulation of carbon deposits, it probably has a coolant leak in the head or cylinder.
Magnetic particles work great on iron parts because iron is ferromagnetic. Cracks in cast iron or forged steel distort the magnetic field applied by an external electromagnet or permanent magnet. This will cause the metal crack detection powder or solution to align with the magnetic field and clump around the crack. Small hairline cracks that are nearly invisible to the naked eye will attract the tiny iron particles in the powder or solution. This will make the crack obvious so corrective actions can be taken (like pinning, stitching, brazing, furnace welding or spray welding).
Magnetic particle detection (Magnaflux) is good at finding cracks on block and head deck surfaces, in combustion chambers, manifold mating surfaces, external surfaces, and around valve guides, spring seats and bolt holes. Finding cracks inside intake and exhaust ports, however, can be challenging and may require another technique such as pressure testing or penetrating dye to make 100 percent sure there are no cracks. The web area of an engine block also needs to be closely inspected because cracks are common here.
When checking for cracks, the stronger the magnetic field the better. A more powerful electromagnet will increase your ability to find cracks over a weaker but less expensive permanent magnet.
The direction of the magnetic field is also important for accurate test results. The lines of force must cross the crack at an angle to reveal its presence (45 degrees usually works best). When the magnetic field is parallel to a crack, there may not be enough distortion in the field to attract any particles. Consequently, if you don’t find any cracks when holding the magnets or part one way, rotate or reposition the part or magnets 45 to 90 degrees and check again to make sure there are no cracks.

With cranks, cams, connecting rods, main caps and other iron parts (except for stainless steel which is nonmagnetic), magnetic particle inspection will usually reveal any surface cracks that could threaten the structural integrity of the part. Penetrating dye also works well too. Cracks more than about an 1/8th of an inch under the surface, however, are usually invisible to magnetic particle detection and totally invisible to penetrating dye. So for a more thorough analysis (if needed) check for cracks with ultrasound (acoustic or sonic testing). Ultrasound is probably too expensive and high tech for everyday engine work, but is often worth the cost and effort to check parts that are used in high dollar racing engines and large heavy-duty diesel engines.
Ultrasound crack detection equipment sends high frequency sound waves through the metal. If the sound waves encounter a crack, it will deflect the waves back to the transponder. Sonic testing is different from the other crack detection techniques because it works below the surface of the metal and can find flaws that would otherwise pass undetected. Ultrasonics can also be used to measure the thickness of cylinder walls and deck surfaces, which is helpful if you need to bore the block or resurface the deck.
If cracks are found in a crankshaft, camshaft, connecting rod, main cap, rocker arm or other load-bearing component, there’s no need to go any further because that part has reached the end of the road. It needs to be replaced.
Cracks in cylinder heads or blocks (except in the main bore or web area) are often repairable and worth the effort to fix them. A lot of heads that would otherwise be junk can be salvaged by furnace welding or spray welding. Both techniques require a certain amount of expertise, but if done correctly can restore a cracked head to like-new condition. Preheating the head and slow cooling are essential to minimize thermal stress and the formation of new cracks.
Epoxies and anaerobic adhesives can sometimes be used to seal hairline cracks in casting areas that are not subjected to high loads or temperatures (less than 300 to 400 degrees F). Another option is to use a high temperature heat setting “caulk.” Such compounds can be used to fill small cracks in areas that are too difficult to reach for welding or pinning. The caulk cures when heated and can withstand temperatures up to 3,000 degrees F. The damaged area on an iron head or block needs to be preheated to 400 to 500 degrees F to burn out any residual oils and to help open up the crack before the caulk is applied to the crack. The crack can then be peened shut with an air hammer once the caulk hardens (which takes 20 to 120 minutes depending on the temperature).
Checking Aluminum Parts For Cracks
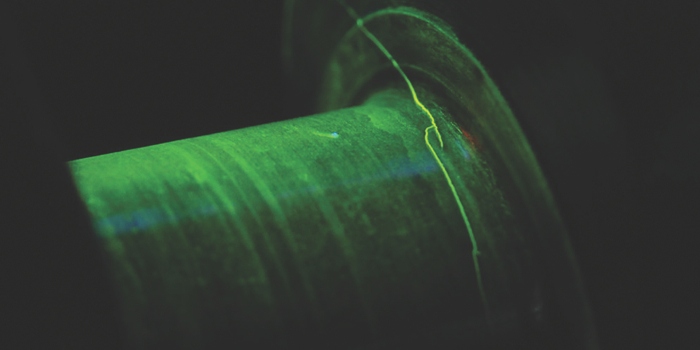
With aluminum castings, pistons, connecting rods and rocker arms, magnetic particle detection is useless because aluminum is not magnetic. Another method must be used to find cracks. Penetrating dye works well for detecting surface cracks on aluminum parts because the oil that carries the dye is drawn into the crack. Ultraviolet dyes make it easier to see small cracks, but this requires a special UV light to illuminate the dye.
Porosity leaks are common in both new and used aluminum castings. Pinpoint holes can be hard to detect with dye, so pressure testing is often the best technique for checking the integrity of an aluminum casting (iron too). Pressure testing requires special plates and plugs to close off all of the coolant passages on a head or block. It also requires a large tank so the casting can be submerged under water. When air pressure is applied to the coolant jackets (30 to 40 PSI max), you should see no bubbles coming anywhere from the casting. Hidden cracks in intake and exhaust ports will bubble air out from the port. Bubbles from any surface means there is a crack or a pinhole porosity leak that needs to be addressed.
Small porosity leaks in aluminum castings can often be sealed by using some type of sealing compound inside the coolant jackets. New castings are often sealed by pressure treating them with a resin (which can be baked out of the casting if it is cleaned in a thermal oven at too high a temperature). If a leak is too large to be sealed chemically, TIG welding the casting or pinning it may be required to stop the leak.
Checking Plastic Intake Manifolds For Cracks
Most late model engines come factory-equipped with plastic intake manifolds. Plastic saves weight and cost, and conducts heat much more slowly than aluminum or cast iron. This helps lower the temperature of the incoming air for a denser, more powerful air/fuel mixture.
However, plastic intake manifolds are susceptible to cracking because they are plastic. The nylon-filled polymers that are used to make plastic intake manifolds lack the strength of a cast aluminum or iron intake manifold. What’s more, plastic manifolds can easily crack by mishandling, over-tightening fasteners, excessive bending, flexing, overheating, vibration, or an engine backfire. One kaboom that blows back into the intake manifold can crack or even split open a plastic runner or plenum.
Hairline cracks in plastic manifolds can be difficult to see because they may be between manifold runners, along casting seams or where the manifold runners mate with the cylinder head. Many manifolds are two-piece assemblies, so leaks can also occur where the upper half of the manifold mates to the bottom half.
A hairline crack in a plastic intake manifold usually won’t cause an engine failure, but it can cause idle, fuel mixture, drivability and emission problems.
Vacuum leaks (air leaks) in an intake manifold make it difficult for the engine management system to maintain the proper air/fuel ratio. With Mass Airflow (MAF) Fuel Injection Systems, all airflow into the engine is measured by the MAF sensor (which is mounted ahead of the throttle body). If air sneaks in at another point downstream of the MAF sensor, it will lean out the air/fuel mixture. Depending on how bad the leak is, this may cause lean misfire and a rough idle, a hesitation or stumble when the throttle opens, and increased emissions. Small leaks have the greatest effect at idle and less effect or no effect at cruise and wide open throttle when there is increased airflow through the manifold. But a large leak in an individual intake runner can make a cylinder run dangerously lean, increasing the risk of detonation and burning a piston or a valve.
Pressure testing is probably the best way to check a plastic intake manifold for leaks when the manifold is off the engine. Penetrating dye can also work. An ultraviolet dye will make cracks easier to see on a black plastic manifold than a colored dye.
If the manifold is on an engine, and the engine has an idle misfire, rough idle, runs lean or lacks normal power, the manifold may be sucking air somewhere. Check the gasket or sealer between the upper and lower halves of the manifold, and the intake manifold gaskets where the manifold mates with the head. Also, check all vacuum connections and hoses that could be allowing unmetered air into the engine. If no obvious leaks are found, the manifold may be cracked.
There are a couple of ways to check a plastic manifold on an engine for cracks. One is to start the engine and let it idle while you feed propane gas through a short piece of hose along all mating surfaces, seams and flanges. If the idle suddenly smooths out, it means a crack is sucking the propane gas into the manifold. You’ve found the leak and now you need to fix it.
Another technique is one that professional installers often use to find manifold leaks. With the engine off, a low-pressure mineral vapor is fed into the intake manifold using a “smoke machine.” Vapor mist leaking anywhere out of the manifold indicates a leak. Using UV dye with the smoke machine makes such leaks even easier to spot.
A cracked plastic intake manifold can be fixed a couple of ways. You can replace the manifold (or the section that is leaking), you can seal the leak with epoxy or you can repair the leak by welding the plastic with a high-temperature heat gun and a compatible rod of plastic filler material. Never use silicone-based RTV, as it will contaminate the oxygen sensor. In most cases, replacing the plastic manifold is the most economical repair.












