It’s been more than 100 years since the idea for a turbocharged engine was developed. Originally their use had been limited to very large diesel engines and while there have been additional innovations for use in automobiles, it was not always the most popular power adder. The boost was powerful but the cost was too much of an offset.
Fast forward and today we’re at a junction where performance, fuel consumption and emissions regulations have converged, reinvigorating the need for turbocharged engine innovation. With the use of turbos on the rise, turbo remanufacturing is as well and brings with it a unique set of challenges.
The first step in remanufacturing is cleaning. This article will specifically focus on the advantages of using sodium bicarbonate (baking soda) for soda blasting. Simply put, soda blasting is the fastest and safest method for cleaning of aluminum and cast turbocharger housings. Soda blasting is much different than blasting with hard grit abrasives like crushed glass because blasting with hard grits can often present a problem by degrading machined tolerances and allowing particulate to become entrapped in recessed areas. These same issues can negatively impact warranty claims.
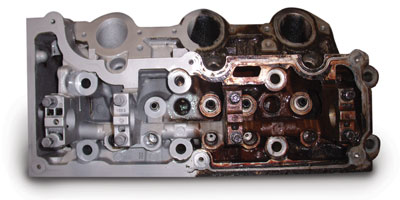
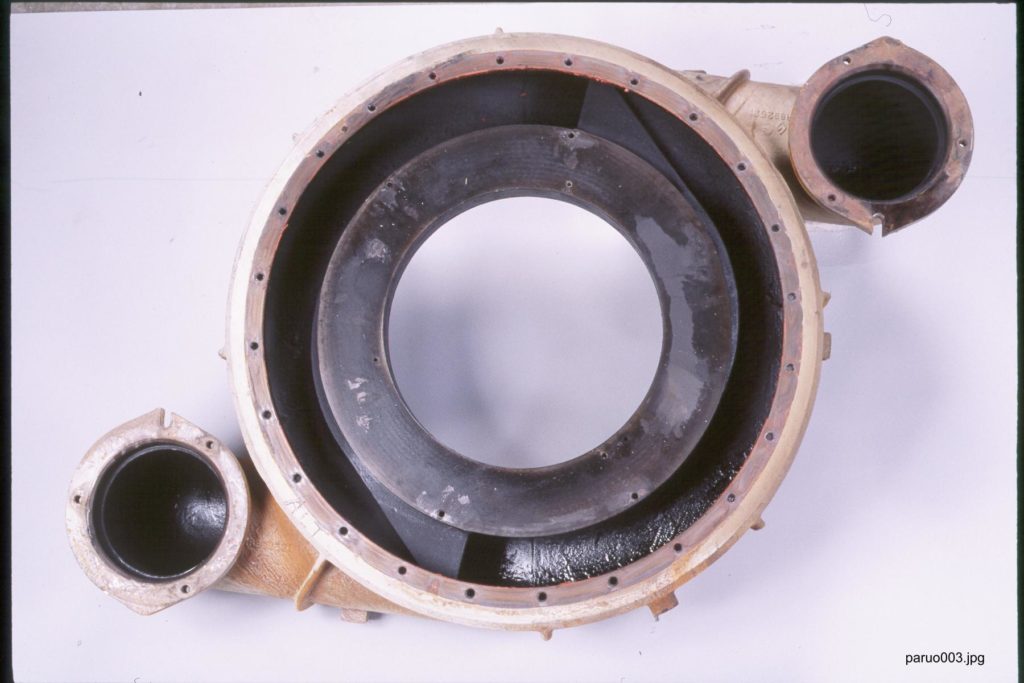
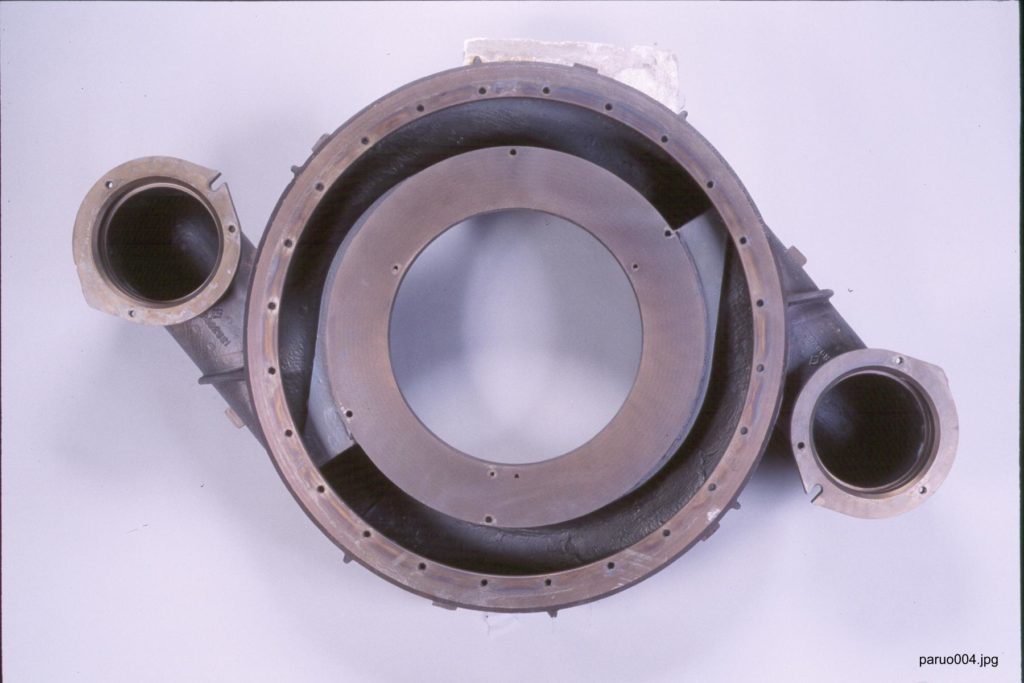
What is the process used for soda blasting? We conducted a trial with the objective to provide a clean part, with reduced steps without damage to the surface material and complete removal of residual contaminants. When working on the aluminum turbo, using baking soda at 60 psi in a contained soda cabinet, the unit was cleaned in seven minutes using about 9 pounds of material. The cast turbo took a bit more time using just baking soda so the technicians switched to a unique blend of 90 percent baking soda and 10 percent aluminum oxide. With the blast pressure remaining at 60 psi, they could reduce cleaning time on the cast turbo to about five minutes with a media consumption rate of about 7 pounds. The previous method required a 4-step process: a 30-minute, high-temperature, chemical soak; followed by a power wash to remove paint, oil and carbon residues; hard abrasive blast; and rinse. The soda blasting process combined these four steps into two steps to achieve a clean part with a cosmetic look.

The gentle nature of baking soda eliminates the concern regarding alteration of machined surfaces and its water solubility ensures that spent media and other debris is rinsed completely from the work piece. Even with the use of the aluminum oxide mixed with baking soda, the baking soda content reduces any damaging impact of this fine aluminum oxide and the thorough rinse ability of soda drags out any residual hard grit. The results provide a clean housing with a cosmetic finish that can be easily inspected and moved to reassembly.
Considering the environmental advantage that the turbocharger is bringing to the automotive Industry it should be unacceptable to cancel those benefits with a less than environmentally sound process for their maintenance and remanufacture. Baking soda provides not only an effective way to clean parts but does so with environmental responsibility.
This article was sponsored by ARMEX. For more information, please visit our website at www.armex.com