Temperature affects the size of all the materials. However, the effect is certainly not the same for all materials. Almost all materials expand as they are warmed and contract as they are cooled. There is one noteable exception – when water changes to ice.
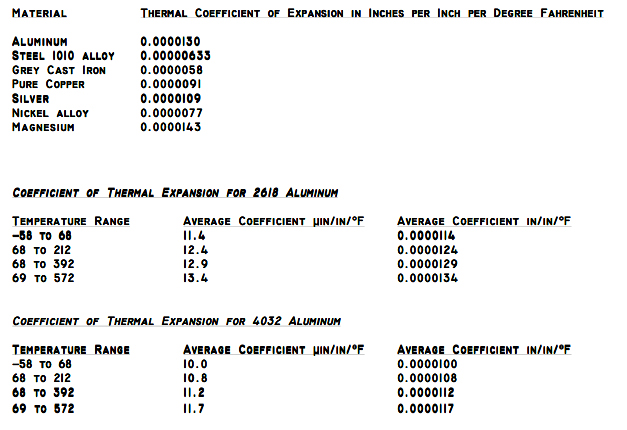
Returning to the subject at hand, we find that for all of the materials we use to manufacture products, higher temperature creates expansion. The amount of expansion has been studied over the years and is well known at this point in time for most materials. The number which specifies this amount is called the thermal coefficient of linear expansion. This coefficient is expressed in U.S. units as an amount in inches per inch per degree. Let us call this coefficient “C”. Then it is written C IN/IN/deg F. It is interesting to note that this coeffecient often increases with increasing temperature. A list of this coefficient for several common materials is given below.
See Chart 1
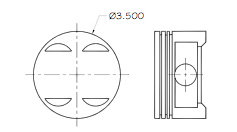
The use of this coefficient is quite simple. Let us illustrate by example: Assume that the piston shown below is 3.500 inches in diameter at 70 degrees F and is made out of 2618 aluminum.
See Figure 1
The average thermal coefficient of linear expansion for 2618 Aluminum is C=0.0000124 IN/IN/deg F in the temperature range from 68 deg F to 212 deg F. Let us assume that the engine is started and the average tempera- ture of the piston rises to 170 deg F (a 100 deg change in temperature.) In order to calculate the change in diam- eter, we simply multiply the diameter by the coefficient and then multiply that result by the change in temperature.
Change in diameter = Diameter x “C” x Change in temperature
Therefore…
Change in diameter = 3.500 inches x 0.0000124 x100 deg. = 0.0043 inches
Thus the piston grew in diameter by over 4 thousandths of an inch by merely starting the car. This looks scary because the piston-to-bore clearance when built is appoximately 5 thousandths. The reason this is not a problem is that the cylinder grows as well.
Now let us calculate the growth of the cylinder. Of course, we use the same equation, but the coefficient of linear expansion for Ductile Iron is different than that of Aluminum. The average coefficient of linear expansion for ductile iron is 0.0000060 IN/IN/deg F. Let us assume that when the engine was assembled, the cylinder bore was 0.005 inches larger than the piston diameter. In other words, the cylinder was honed to 3.505 inches.
Therefore…
Change in diamter of cylinder = 3.505 x 0.0000060 x 100 deg. F = 0.0021 inches
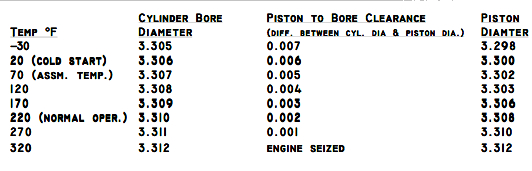
Note that what has happened is the piston-to-wall clearance is now smaller than it was when the engine was built at 70 deg. F. In fact, it is smaller by 0.0043 – 0.0021 inches. A table showing the piston-to-cylinder clearances as a function of temperature is shown below for an 84mm bore engine using 2618 aluminum pistons.
See Chart 2
Pistons made of 4032 aluminum have a smaller coefficient of thermal expansion than 2618 by about 15%. Although 4032 is not as strong as 2618, for street applications it has the advantage that the engine can be assembled using smaller piston-to-bore clearances than 2618 and thus the engine will be quieter during cold starts.
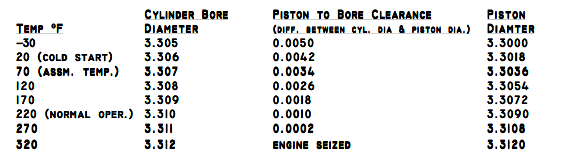
A table showing the piston-to-cylinder clearance as a function of temperature for an 84mm bore engine using 4032 aluminum pistons is shown below.
See Chart 3
The two tables shown above will tell us a lot about machining conditions, assembly conditions and ultimately the operation of the engine.
Observations for Machining and Assembly:
1. A temperature controlled environment is critical while machining and measuring engine components. If the temperature of the machine shop is allowed to vary from 50 degrees in the winter to 100 degrees in the summer, the variation in the final engine assembly amounts to an error of over 0.001 inches. Thus, a winter built engine would be at risk of seizing at a lower temperature and a summer built engine would have far more clearance and, thus, rattle on cold start. One thousandth of an inch may not seem like much, but look at the piston-to-bore clearance at normal operating temperature. This clearance is approximately 0.002 inches. Therefore, if we miss by .001 in the assembly process either the engine has only 50% of the clearance it should or it has 150% of what it should!
2. A temperature controlled environment is critical while building engines. Even if the machining was done perfectly in a controlled environment, there is no way to perform quality control checks during assembly if the Assembly Room (and each of the components being assembled) is not temperature controlled.
Observations for the customer:
1. A properly built engine at normal operating temperature has a piston-to-bore clearance of approximately .002 inches. If the tuning of the engine is incorrect, especially if it is lean, a temperature rise of 100 degrees over normal is easy to achieve. The result is a seized engine!
2. A properly built engine that is properly tuned when started cold a 20 deg F and immediately full-throttle accelerated under max boost can very easily achieve normal piston temperature in a matter of seconds while the cylinder sleeve is still at or below 70 deg F. If you look at the cylinder at 70 deg F you find it to be 3.307 in diameter. Now look at the piston diameter at 220 deg F. You find it to be 3.308. The result is a seized engine!
– Tech Tip courtesy of ERL Performance