Dare to be different. That was the idea. And right out of the gate I was hit with skepticism. “Why are you doing that?” “What if you did this?”
But my answer was always no, you’re going to read about that anywhere. Not that this is a bad thing, it just wasn’t what I wanted to write about or what I was looking to accomplish. I was looking for something that would stimulate discussion, create more business by broadening our awareness of what could be done and now I guess I have something to prove.
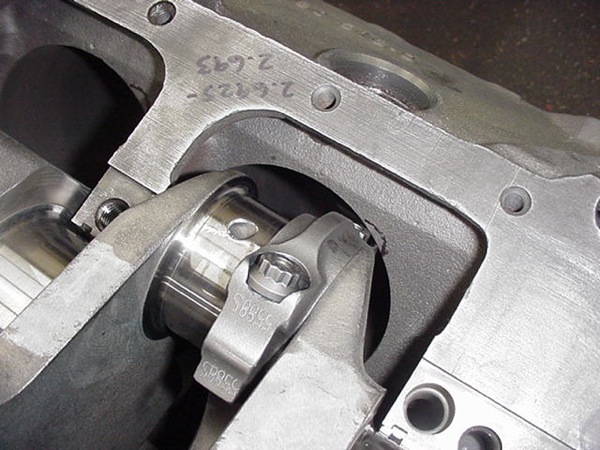
So our first article hits the streets. The February issue is out about three days and my phone starts to ring. If you read the article and scanned the accompanying photos, then you probably caught it as well. Yep, we ran the wrong picture.
We had a Ford block with a caption about how familiar our friends at Grawmondbecks Competition Engines are with Mopars. Yikes! I grabbed the wrong picture and no one else caught it.
So for those who called to point out my mistake, I want to thank you.
Check out Dave’s article on assembling the Pieces and the Players of our Charity Build by clicking here.
But all is good. Besides a lesson in double and triple checking what I submit for print, I received some great compliments for what we are doing. I’ve had multiple offers for alternate machine shops if it were ever needed and I learned that not one, not two, but three customers had interest in doing similar 392 projects. Two for the shop owners themselves.

The compliments and positive reinforcement did not stop there. A build like this needs not only a plan and a shop donating their time and energy, but a lot of parts. We’ve been working to acquire our rotating assembly and the balance of parts to build the shortblock. It has been very rewarding to see how enthusiastic and supportive our parts suppliers have been. And not just for the exposure, but for the cause. Our plan to raffle off the finished product and then donate the money we raise to the Independence Fund (www.independencefund.org) seemed to have touched the hearts of many. And I’d like to thank them for their support and encouragement.
To read Dave’s introduction article on the Charity Build from the December, 2013 issue of Engine Builder, click here.
We do have a machine though, and not just any shop. Grawmondbecks Competition Engines, Mason City, IA are known for their race winning performance engines. Joe Degraw and Stacy Redmond started out in 1993 and though things got off to a slow start, it has been full speed ahead since.
Joe and Stacy made a national presence for themselves back in 2006 when they won the first AERA E85 engine buildoff. Then they came back to prove it was no fluke when they also pulled off a second win in 2008. Steve Tosel, the only other employee and avid Mopar racer, was kind enough to donate our core 318.
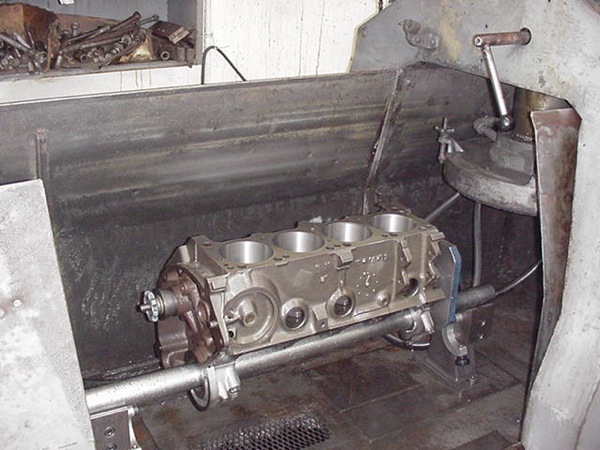
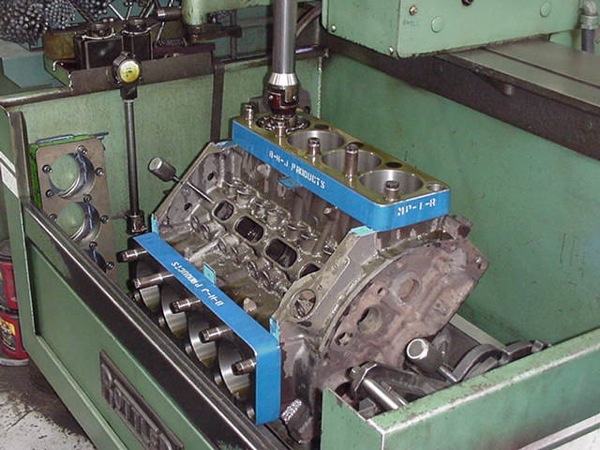
So our core motor arrives on a hook, looks and checks out pretty good. The machine work on the block is proceeding without a hitch and like I said, the parts for the majority of the shortblock have arrived. We’d like to thank ICON for their beautiful set of forged pistons, Engine Pro for the performance ring set and the street performance harmonic balancer, Mahle Clevite for the H-series rod and main bearings,

Durabond for the cam bearings and finish kit, Melling for the brass plug kit, the oil pump, screen and drive shaft and Scat for our 4340 steel stroker crank and the 5140 I-beam connecting rod set.
It was starting to look a lot like Christmas as we opened boxes and inspected our cache of new performance parts.
So follow along as we strip, clean and blueprint the 1977 318 block. We’re turning an old 5.2L truck motor into our 6.4L Magnum 392 — our first Charity engine build!