
Not Your Father’s Block Repair
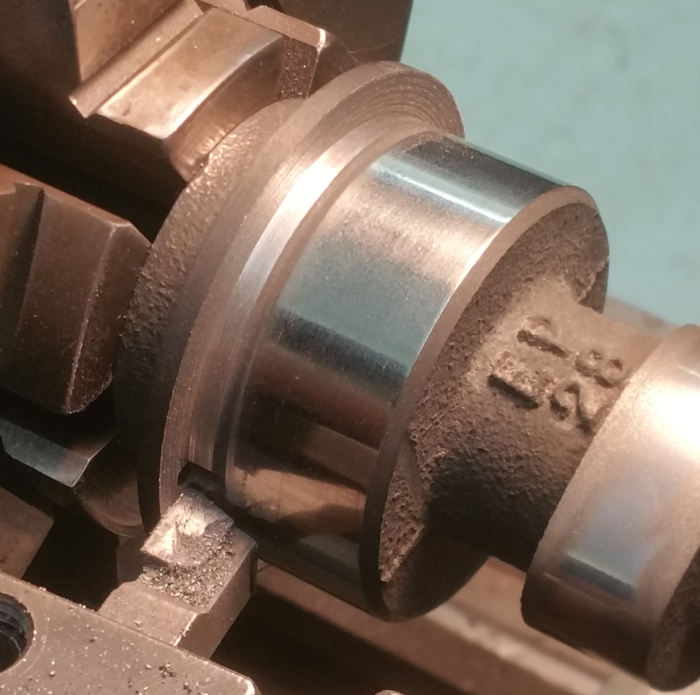
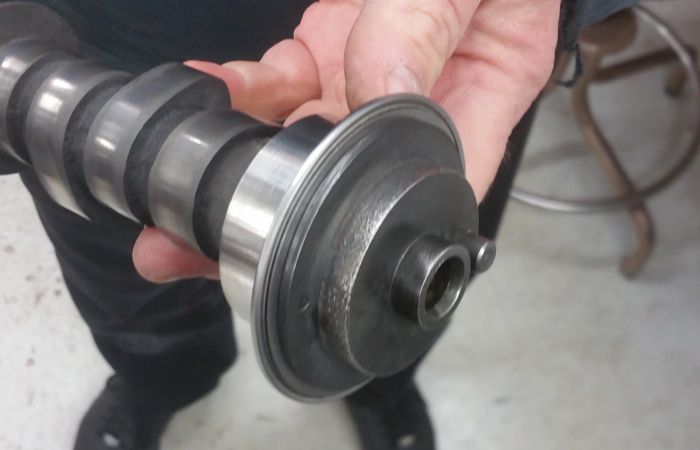
Sometimes the front of Oldsmobile blocks get warn and chewed up by the camshaft flange. This is often caused by additional load from a high pressure or high volume oil pump, which makes the distributor work harder and pulls the cam back towards the block.
As shown above, I machine the backside of the cam flange down to the same diameter as the bearing journal and as deep as the width of my Torrington bearing, approximately .125”. When fitted to the cam it is larger in diameter than the cam flange and picks up the original material height of a warn block. The small lip on the torrington bearing fits neatly into the I.D. of the cam bore and does not interfere with the cam bearing. The bearing is from a GM 4L60E transmission, GM part #8642215.
Randy Quam
Competition Engines
Eagan, MN
How to Use Your Seat Machine as a Mill
When we need to plunge-mill or drill an irregular object, such as when removing a broken bolt or stud in a motorcycle part, we use our seat and guide machine to hold and locate the part. The air clamp, air float and roll over fixture make short work of holding and locating the part, cutting setup time considerably. Our machine also has an auto tap function that is handy when its time to thread the hole for a Helicoil type insert. In my opinion, the machining of an irregular part is not the biggest portion of the job, it’s finding a way to hold the part.
Timm Jurincie
Tuf-Enuf Auto & Marine Performance
Avondale, AZ
Rear Main Seal Sealing
I use RTV on the back side of most rear main seals. This is a great safety measure on rubber seals and a must on early rope rear main seal style blocks when using a neoprene type conversion seal. Splitting the alignment of the seal to block is always a good idea. Excessive use of RTV in any application can be detrimental to the engine.
Darrin Anderson
Sterling Bearing Inc
Kansas City, MO
Harley-Davidson Guide Replacement
On older Harley-Davidson Pan, Shovel, Ironhead and other cylinder heads, flanged guide removal can lead to damage to the host bore in the head. Many times the guide is distorted and will tear up the bore as it passes back through. To stop this, use a guide boss cutter that is smaller than the guide and simply machine away the whole top flanged guide flush to the head. Then, heat the head and drive the guides out from the spring side to the port.
You will need to cool the head and mic the guide bore to get the correct oversize guide sizes and home for an oversize guide, if needed. I like to machine them from oversize guides in the mill, holding the guide by the collet and turning it against a fixed bit in the vice. While I do this, I will also machine down any guide length that is hanging in the port to reduce wear on the head’s guide bore while pressing them in. Tapering the intake guides is a nice touch.
Ron Flood
Cedar Machine Service
North Branch, MN
![]()
Understanding Ring Land Accumulator and Mini Grooves
Piston ring second land accumulator grooves provide an area for escaping combustion gases and crankcase pressures that get past the piston rings, to gather and dissipate. Without this feature, the passing compression losses or crank case pressure buildup could cause ring flutter, removing stable ring to cylinder wall seal.
Mini grooves, machined into the top ring land are designed to trade off heat from the piston crown to the cylinder walls, should the piston crown become overheated. The top land has multiple grooves machined into the land to cylinder wall face. These small lands are .010˝ in face width for less surface contact area. If the piston crown were overheated, they then touch the cylinder wall to exchange heat and hopefully save the piston from these damaging temperatures. They are also beneficial at disturbing violent detonation waves that could damage the top ring or the supporting second land. These mini grooves disturb the waves with the qualities of the irregular face surface and close proximity to the cylinder wall.
Mini grooves may not be beneficial to top land durability in high boost applications due to higher than normal combustion temperatures. Sanding or turning back the face of the mini grooves so they are not as vulnerable to high temperature wicking of the narrow .010 ˝ faces is recommended. Sanding or turning the mini grooves back and diminishing the top land diameter will allow higher temperatures to operate on the edge of the top land. This will still allow some benefit against detonation by disturbing the detonation waves through the multiple lands of the now thicker faced mini grooves.
Engine Pro Tech Committee
with special thanks to United Engine & Machine Co.
Silvolite, KB and ICON Pistons












