
As long as there have been forged pistons, there has been the problematic phenomenon of piston slap. However, a new, solid-film-lubricant coating is changing that up. The revolutionary, patented technology– including the formula, tooling, and application process – was developed in-house to eliminate piston slap.
“The motivation was to develop a robust skirt coating that could be applied and bonded thicker and allow the forged piston to be installed at the same or less cold clearance than a cast piston, as measured on the coating,” says Nick DiBlasi, product manager at JE Pistons.

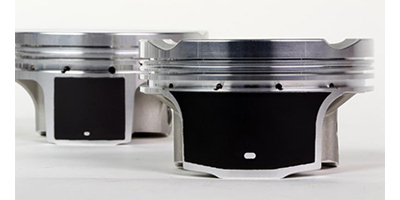
This solvent-based coating that is permanently applied to the piston skirts in a 3-stage bonding process. Unlike many coatings, it is not a temporary layer for break-in. It will stay bonded to the piston through its service life.
“This is not a typical spray-on type application,” says DiBlasi. “The skirt panels are transformed from a bare aluminum running surface to a permanently bonded solid-film running surface.”

The lubricant coating will be applied to shelf-stock pistons and will be a complement to other coatings used exclusively on custom applications.
“The proprietary nature of this coating requires tooling designed to fit each piston family and is used on our catalog shelf part line, which we designed specifically for it,” explains DiBlasi.

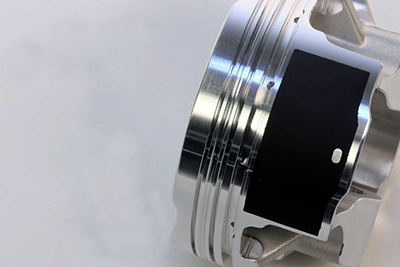
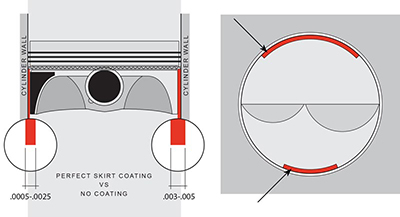
The new coating is unique in that the material is applied to a specific thickness that reduces the running clearance of the piston inside the cylinder. However, the process is more than just applying a thicker layer of standard skirt coating.
“We invested considerable time and resources in the development of the patented coating method,” says DiBlasi. “The formulation has the unique ability to automatically and precisely fit itself to the specific cylinder in which it’s installed.”
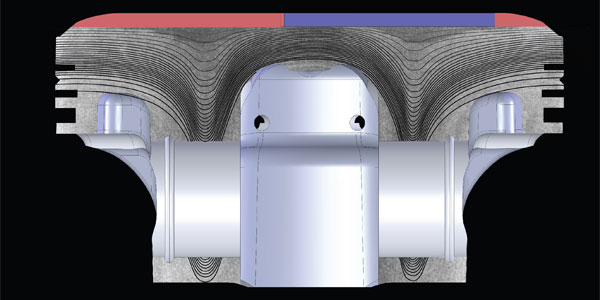
When an engine is first fired up, the piston coating in contact with the cylinder wall will quickly adjust to a precise form and provide minimum running clearance. “At this point, the coating has settled into a uniform and equalized pattern, providing very low friction and quiet operation throughout its service life,” adds DiBlasi. By reducing clearances, the coating reduces cold-start wear and more importantly the chance of false knock readings in late-model engines.

“Many high-horsepower street applications utilize OEM ECUs and can register false knock when having a larger piston-to-wall clearance,” explains DiBlasi. “This technology provides the correct operating clearance and provides substantially quieter operation. In the past, many would use a higher silicon content aluminum to reduce piston expansion and noise; however it came at the expense of ultimate piston strength. Today’s coating blends two major components to have the best of both worlds – we have the quiet operation and tighter piston-to-wall clearance of higher silicon materials with the high-strength benefits of a 2618 alloy.”

This application method is much more high-tech than you might expect. “It’s an advanced screen-printing processes that provides thickness accuracies to within several microns,” says DiBlasi. The application process starts with a thorough cleaning of the piston, then a fluorescence inspection is made to ensure a pristine surface. The piston is then mounted on proprietary mechanized equipment located in a climate-controlled room within the JE manufacturing facility. After the coating material is applied to the skirt, the piston moves through two thermal treatments—the second of which is a bonding and curing operation.
One of the more interesting footnotes to the overall manufacturing process using the coating is that the actual diameter of the bare piston is not adjusted to accommodate the coating. In other words, the engine builder need not concern himself with calculating a new running clearance that take into account the self-fitting dynamics of the new coating.
“It is important to note that skirt of the piston with this coating system will measure larger on top of the coating than the same piston measured bare without the coating,” stresses DiBlasi. “This is the desired, intentionally produced condition with this material. The bore diameter of the engine should not be increased to account for the coating thickness”
Throughout the next calendar year the coating will be integrated across the entire JE shelf lineup.
This article was sponsored by JE Pistons. For more information, please visit our website at www.jepistons.com