Piston design used to be a tedious process: pen had to be laid to paper, mathematical equations required solutions and other processes needed to be completed before a single tool could be touched.
“In the old days, some manufacturers would modify OEM pistons and others would take pistons from a different application and modify them to fit a particular engine. Beyond that you’d cast new versions of the OEM piston for volume depending on the compression you were after,” says Nickolaus DiBlasi, JE Pistons’ director of product management.
Once the forging process was introduced and more durable aluminum alloys became commonplace, the aftermarket piston business began to take shape—literally—as it fueled the massive aftermarket performance industry’s growth. Most of the designs were done by hand and through manual machining, and the skirt shape was contoured through the use of a master hand-shaped piston that was traced.
“Much like having a key made where they take your original key as the master and follow the contours to make the new key, a master piston was used for skirt shapes. Once computers were introduced, manual machines were slowly phased out,” DiBlasi says.
The advent of computer-controlled machinery improved the speed of the design process, but only in recent years has the method become truly streamlined through an extremely powerful system to program the machinery, which then cuts the final designs from a variety of piston forging blanks.

It takes knowledgeable people to input the correct information into the program, and other talented people to forge the blanks, run the machines and prepare the pistons for delivery to the customer. The people involved in the process are the first step on the technology ladder.
The commonalities mentioned above allow engineers to collaborate and seek out opportunities to streamline processes. Sometimes one basic forging can have applications across engine families and even brands depending upon engine configuration, valve placement and skirt dimensions along with other measurements. The final machining process can differentiate that piston from one destined for an LS engine to one designed for another platform.
Market specialization is the secret sauce, according to DiBlasi.
“Design engineer specialists are key,” says DiBlasi. “Sport compact, European, drag race, powersports, circle track, and other specific engineers design parts for those segments of our business. This allows them to design parts more quickly as they are very familiar with the engines, with some of them racing in those segments themselves.”
The right piston design software holds the second key, so to speak, to turning piston orders around quickly.
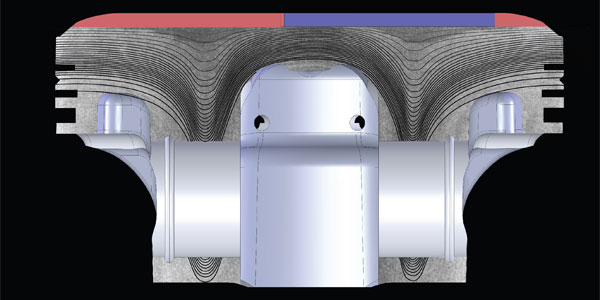
“It’s custom-tailored for making pistons in record time. This technology enables the engineers to design a part and see it in a three-dimensional working environment within minutes. We can’t go into the specifics as it is proprietary,” says DiBlasi.
Needless to say, the ability to move the part from the design phase to a 3D mockup so quickly far outpaces the old process of drawing the piston on paper and then creating a master blank by hand. This technological advance is perhaps the most critical when it comes to speed of manufacture, as the engineering process is still done by people.
For example, let’s say there’s a shelf-stock piston, which fits the customer’s needs 85-percent of the way, but they want to add gas ports and another extra feature to the final configuration. In the past, these upgrades would all be done by hand, but today the changes are handled through keystrokes much more efficiently and accurately. Even so, this is still what you’d consider the choke point in the process.
“CNC programming is the fastest part of our manufacturing lead time. Our robust proprietary system can program an entire piston in under 60 seconds. We do have some special occasions where we have additional programming required for complex three-dimensional, seven-axis machining, however that can be accomplished in under an hour. The original design of the piston is typically where all the engineering lead time is taking place. Some designs can be done in five minutes if the bore is only changing slightly. Some complex new designs may take many hours to complete as engineers will need to determine specific forgings to use and run analysis on engine configurations,” says DiBlasi.
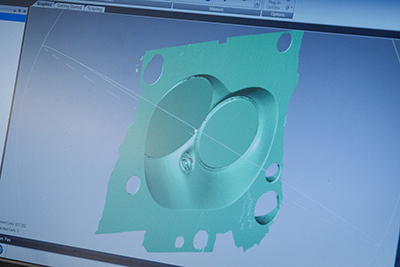
Although it is not specifically a manufacturing technology, mapping out engine components is an important step—one we’ll consider step three—to ensure that the final piston design is accurate and provides the required clearances and dimensions. This is done through the use of two tools: a Romer Arm, and three-dimensional printing. The Romer Arm is a coordinate measuring machine, which can precisely measure an object in a three-dimensional coordinate system and requires a person to operate it. The measurements it takes are often compared to those created by computer-aided design programs to ensure consistency. The 3D printing process allows the engineering team to quickly mock up the product and ensure the design parameters are correct.
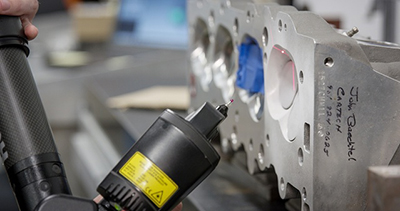
“The Romer Arm is used just for reverse engineering of cylinder heads, pistons, gaskets, blocks, cranks, rods, and other engine components. It is not directly affecting the manufacturing process, but enabling products to be designed with accuracy,” DiBlasi explains.
Another major advancement is the company’s software, which runs the computer-controlled machinery populating the manufacturing room.
“The machine programming system we have is nothing short of the state-of-the-art in aerospace technology. This proprietary machine programming system has been in development for over 35 years and is constantly improved to become better every day. We can take a piston design straight from engineering and have it fully programmed for CNC machines in under 60 seconds,” says DiBlasi.
With four technologies in place, it comes down to the final step in the process: turning chunks of aluminum into finely-crafted racing pistons, and this doesn’t happen without the most advanced machines and manufacturing methods.

“Our facility and state-of-the-art CNC machines are the final technology to make pistons accurately and quickly. Our modern machines are designed for higher spindle speeds than ever seen before with higher accuracy. Our custom-designed fixturing enables the least tolerance stacking along with repeatability from set to set. If you order a set of pistons today and a year from today, they will be identical,” says DiBlasi.
Each of the technologies are equally important as they all work harmoniously together. Without one technology nothing could work. Each has its special part of the equation. It’s this consistency in manufacturing which helps to set JE Pistons apart.
This article was sponsored by JE Pistons. For more information, please visit our website at www.jepistons.com