Ever since CNC controls have become commonplace in the machining world, there has been a mixed reaction from the engine building industry. While CNC is the most technically advanced system for machining and can be used for many jobs that were tedious to do by hand, some doubters still hang on to the old ways because that is what they know. But CNC is not going away, and like the internet and all things electronic, at some point, you have to jump on board or you’ll miss the boat altogether.
One equipment manufacturer told us that about half of the potential buyers they talk to are familiar with CNC machines, and some already own one and are looking to add more. While many shop owners have a pretty good idea of what they want, about half of buyers know very little about CNC machines and what it takes to set up and operate the equipment.
We spoke with some machine tool manufacturers to find out what they have to offer and why CNC is the only way to go in this day and age.

According to Rottler’s Ed Kiebler, CNC cylinder hones are some of their most popular machines today. “These machines can increase productivity in the shop dramatically by eliminating the need for the operator to stand in front of the hone to control the operations. New machines can produce cylinder straightness and cylinder sizes from cylinder to cylinder in the .0002˝ range.”
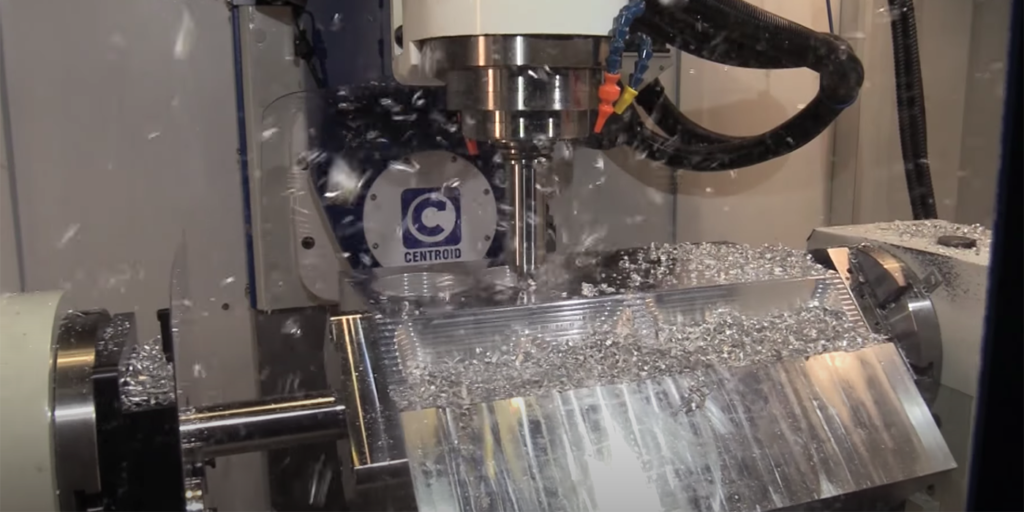
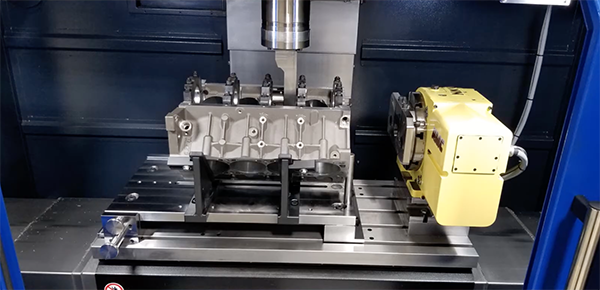
Kiebler says block machining centers are also popular for the same reason. “In one setup, you can bore all eight cylinders, surface both decks, lifter bore or bush all 16 lifter holes along with stroker clearance the block, saving a tremendous amount of labor time and increasing your billable hour output.”
CNC seat and guide machines are also beginning to take hold for the same reasons: “It’s as easy as ‘mounting the head, selecting the program, selecting the tool and pressing cycle start,” says Kiebler. “The machine will cut all four intake and exhaust seats to the same depth unattended. Then you just change the tool and press cycle for the other four seats.”

Matt Napolitano of RMC says they have customers who come back to purchase additional machines. But they also get a fair number of people who are upgrading older equipment. “The shops that have older equipment know it’s time to upgrade. But it’s a huge process for them to decide because it is all equipment, not just CNC today. And, the cost of equipment is high.”
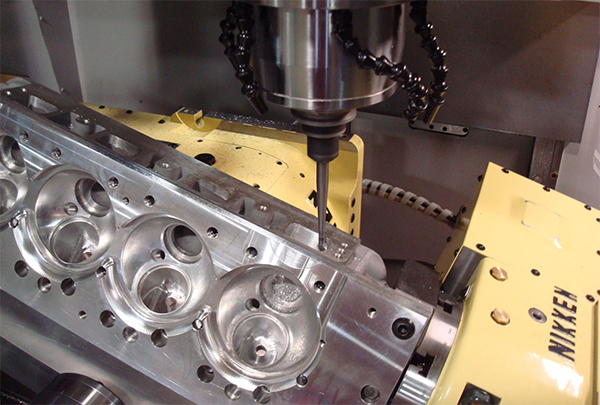
While some shops look for a CNC to “do it all,” most machines are designed to handle specific functions. However, Kiebler says, CNC machining centers with either 4- or 5-axis can do everything from block machining, boring (cylinder and line), surfacing, and head porting if that is what works for your situation. What seems to be happening more and more is when you buy one CNC, you’ll soon be too busy and need another.”
According to Napolitano, “Shops want to utilize a CNC for as much as they can, but we know what we can offer with the machine, so we can kind of help them along in that decision.”
Napolitano says they work hard to accommodate those shops who will work on anything they get. “For the guy who owns a shop that does pretty much anything that comes in the door, there needs to be a solution for them also, because they don’t want to have an old boring bar in the corner that they have to go to when something oddball comes in. So with our machines, we have what we call ‘universal programming,’ and it utilizes our probing system. As long as it will fit physically in the machine, and you can find a way to hold it, we can go in and probe any bore, so you can really bore and surface pretty much anything that fits.”
Most CNC manufacturers offer training for their machines, even for those who have never operated one. But to get the most out of a CNC machining center, it will take time to figure out what it can do for your business.
According to Rottler, their CNC machines are simple to operate even if you’ve never used one. “You don’t need CNC experience to operate these machines,” says Kiebler. “Training times depend on the machines. A hone may only take a day to teach someone to operate proficiently, whereas a block machining center may take a week of training because of the different options.”

Some engine builders fall into some common pitfalls when buying a CNC, according to Kiebler. “[Engine builders] realize the spindle must be turning to make money, so they think if they buy a bigger machine or a combination machine – such as a porting/block machining center – that they can better justify the cost,” he explains.
“What I find is at least 95% of the time, the customer will buy the combination machine and never use one aspect of it. They usually end up purchasing a second specific machine for either porting or block machining. I can’t tell you how many customers have either block tooling or fixturing lying around that has never been used because they have so much port work that they can’t find time to change the setup. Conversely, they might be too busy machining blocks and have no time for cylinder head porting. They would be much better off buying a combo machine and concentrating on porting or block machining, and then, if they need more work, purchase the tooling and fixturing to accommodate the other operation.”
Most CNC manufacturers that focus on the rebuilding industry offer preloaded software that will cover specific engines and operations at the touch of a button. “We have preloaded software for boring, decking, lifter boring, stroker clearancing, line boring, cam boring, four-bolt main cap installation, thrust cutting, cylinder chamfering, and more,” Kiebler says. “All you have to do is install locations. Those come on a memory stick from Rottler.”
Kiebler says that changing from one block type to another literally takes minutes. “This is not a difficult operation or setup. Where you burn time is going from blocks or heads to part manufacturing. The part manufacturing takes time to set up and get running due to fixturing. Block fixtures and head fixtures are designed for quick change over.”
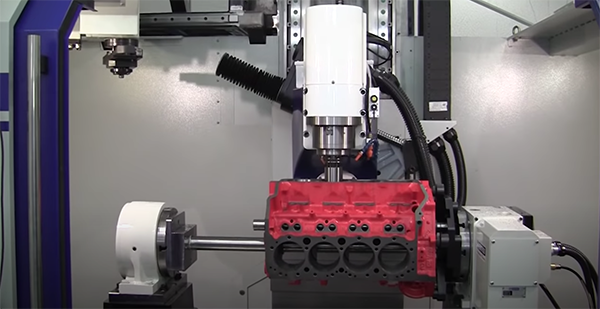
Napolitano says the thing a CNC offers is flexibility, as he acknowledges that most customers purchase a 4-axis machine, but can add a fifth-axis later. “Four [axis] has always been the ticket for us. But we can add a fifth-axis to any one of our machines, so you can do actual cylinder head porting.”
The fifth-axis option can be added to a 4-axis machine later, says Napolitano. “That can be an option added after the fact. They would need to purchase the drive that goes in the back panel of the machine. You’ve got drive cables and a motor. Then, you would need the porting fixture to put on the table of the machine. But the simple answer is a customer can own their machine for 10 years, and we can go in and make it 5-axis for sure.”
He also notes that shops can use the CNC to hone, depending on the type of work your shop does.

“We tried honing in the CNC, and it can be done, but you need multiple honing heads for a lot of different sizes,” Napolitano explains. “And those honing heads are expensive. For that type of situation, if a guy does a huge amount of different engines, a lot of different bore sizes, then he’s probably best with a standalone honing machine. But, if he does the same thing, you can certainly get a honing head that is powered by the coolant. The coolant is what pressurizes, the honing stones in the machines, so you use that for your pressure.”
According to Napolitano, RMC is also working on a valve seat and guide option for shops that really want one machine that does it all. “We have a customer that’s doing it, but it’s not real automated right now. We want to develop it further to automate the process even more.”
Kiebler stresses that Rottler CNCs are simple machines to operate and will give your business a big shot in the arm. “They will bring a tremendous productivity gain to most any shop as most shops will run multiple machines,” he says. “I often get customers who discount these machines, saying they are only a two- or three-person shop and can’t afford it. I tell them you can’t NOT afford to buy one of these machines if you plan on staying in business for many years. It gets more and more difficult to find help and keep them. The cost per square foot of space continues to escalate. The cost of employees continues to go up. These machines don’t fight with their wives, don’t ask for raises, and don’t ask to take time off. Again they allow the shop owner to bill more hours with the same amount of employees or less.”
If you are seriously looking at a CNC machine as a business tool that will enhance your work and make you more money, then there are endless possibilities to do so. “I tell our customers these machines are only limited by your imagination,” Kiebler confirms. “They are incredible tools that can do amazing things with a bit of imagination.” EB










