Microwelding is defined as the transfer of sporadic particles of aluminum from the piston ring groove to the bottom side of the top piston ring in an internal combustion engine. OEM and racing research have shown that power increases when the top rings are moved closer to the piston deck. But, as top piston rings get closer and closer to the top of the piston, they get so hot that the aluminum in the ring groove melts and adheres to the bottom of the piston ring. This interferes with ring movement and sealing characteristics, lost power and ultimately leads to failure when the ring sticks in the groove.

To circumvent this type of problem engine builders have tried many different remedies. It is one of the hardest and most difficult problems to address in very high-performance engines, especially long duty cycle applications or those with power adders such as supercharging, turbocharging or nitrous oxide injection which may be the worst due to its chaotic nature. Hard anodizing the top ring grooves remain the remedy of choice for most professional engine builders but there are different variations.
Hard anodizing is not a coating; it actually has depth to it. If you want to get half a tenth build-up of hard anodizing, it will also sink into the metal about the same amount. It is very tough stuff. It’s not a surface coating where pieces will come off but rather a transformation of material properties that resist micro welding better than most remedies so far. Hard anodizing on the top ring groove of the piston can lengthen the duty cycle of the piston ring groove and stop it from microwelding to the ring; at least long enough to finish the race with good power still in the engine. Endurance races are another matter altogether and their engine builders are often plagued by microwelding events.

As aluminum from the bottom of the ring groove surface microwelds to the bottom of the piston ring surface, the ring moves in the ring groove due to primary and secondary piston motion. During this motion, the aluminum welded to the ring will be pulled off the lower ring groove surface leaving a crater in the surface of the ring groove that is a direct leakage path for blowby gas.
This is a high heat and pressure environment. When an increase in crankcase pressure or blowby is observed or an unexplained power loss (by tuning standards), it is a pretty good sign that micro welding has occurred. Microwelding can occur early in the break in procedure when the engine is too heavily loaded before the microscopic peaks and valleys have worn down and mated smoothly at which point the phenomenon is less likely to be troublesome. Early on it can occur during high loading or high rpm and may not reveal itself during a compression check or a leak down test. Later during the engine’s operational life cycle power adders with high cylinder pressures and extreme temperatures can bring on micro welding as can severe cases of detonation due to driving conditions.

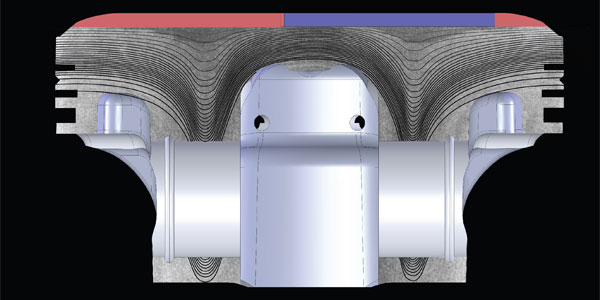
The axial motion of the piston ring within the piston groove due to the balance of gas pressure, inertia, hydrodynamic and contact forces all come into play. Contact reactions at the ring flank include impact loading following ring lifting as well as longer lasting forces such as those due to gas pressure.

Ways to Prevent Microwelding
Proper break in procedure is the first line of defense. The ring and ring grooves must be given enough time to mate properly before applying any heavy loading to the engine. This is typically longer than a warm up period or a cam break in. Some dyno operators will tell you that the rings seat almost immediately but that doesn’t mean the proper top ring groove mating has occurred with the piston ring surface and micro welding can still occur before your real dyno session begins. You will be down on power without realizing it.
Careful monitoring of the crankcase pressure during break in is essential. If it comes down slightly you can feel assured that the rings and ring grooves are starting to mate up well. Apply only light loading to the engine during break in and reduce or eliminate any vacuum being applied to the crankcase during this period. This allows more oil to reach the ring grooves to help facilitate the mating process. If crankcase pressure increases, you can be sure the rings are probably dancing and you better back off and give them more time to seal to the ring groove.
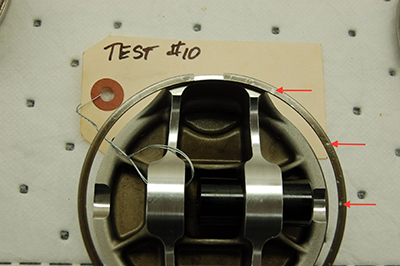
Improving the ring groove and piston ring flatness and surface finish is also a critical factor that piston and ring manufacturers have long pursued. By nature, the machining process involves the tearing away of metal to create a groove for the ring to ride in. Tremendous effort is devoted to creating the finest surface finish possible to the mating process will occur more quickly. Once the ring groove and the ring have mated smoothly, micro welding become less of a problem except under severe operating conditions or extremely long duty cycle at high loading.
To date, hard anodizing and some ring coating have proven successful at resisting microwelding, but it all still depends on the quality of the components and the ever-important break in procedure where the pieces are allowed to get cozy with each other before the real racing begins.
Wiseco’s Dave Fussner says, “Another solution to microwelding is to apply an autocatalytic plating to the ring groove. Electricity is not used in this type of plating process. The autocatalytic plating method has several advantages over the more common electroplating method. The dimensional accuracy and coating thickness uniformity of this plating method, known as ‘Armor Plating,’ is unsurpassed, which is why the process lends itself so well to the geometry of ring grooves. It is a proven method of eliminating micro welding of the top ring groove and adds to the overall durability of the ring groove.”

The best solution, of course, combines high-quality ring grooves mated to the flattest rings possible. And that can even include ring installation procedures. If the rings are twisted too severely during ring installation, they will take a permanent twist that will affect their sealing quality due to unequal flatness all the way around the ring perimeter. In most applications Wiseco recommends a high-quality ring expander be used for top ring installation. Another caveat is that rings should be carefully washed and dried after file fitting to remove any packing coating or filing fragments that may work their way into the sealing surface. You can’t be clean enough here so wiping them down with a shop rag is a no go.
Microwelding in piston engines remains a plague for which there are few cures, but manufacturers and engine builders have discovered these ways of resisting and or delaying it to the point where good engine life can be achieved. Bottom line is to choose the best components available and take better advantage of that critical break in period when the rings and ring grooves have to mate properly to ensure maximum performance. Don’t skip this critical step.
This article was sponsored by Wiseco. For more information, please visit our website at wiseco.com