
It might be slightly repetitive at this point to argue the usefulness of CNC machines in the modern engine shop — that point has been hammered home by almost every professional in the industry. But it’s hard not to reiterate the utility of CNC and the drastic benefits it can offer to a business; its value is incalculable. Or is it?
Many engine builder’s have stayed away from computer numerical control (CNC) machines as prices can be daunting. Depending on the type of machine, size, speed, tolerance, accuracy, and power, machines can range anywhere from $5,000 for a small CNC lathe to $500,000 for a production 5-axis CNC milling machine. Undoubtably, that’s a huge endeavor for someone who hasn’t made the leap to the CNC world.

Before a customer turns away from the idea of CNC, it’s important that they consider operating costs and profitability of the machine(s). The sheer speed at which CNC machining centers work, mean that parts can be manufactured at a much faster rate than a manual machine controlled by a machinist could produce. Likewise, fatigue is of no concern. For shops manufacturing parts at a large volume or are considering manufacturing parts at a large volume, this quality is vital.
With automation comes unmatched consistency, literally. The absence, or negligible amount of human interference, means there is little to no margin for error. This not only means that shop owners can be confident with their manufacturing processes, but a more-than-reliable operation means that extra time saved can be spent on looking into new designs and innovations.
And precision is key when it comes to automotive parts; the complex designs of connecting rods, pistons and rings, blocks, cylinder heads, and other parts require super tight tolerances that are getting more and more difficult to be met by hand or with other machining processes. CNC machining makes this simple and allows for repeatability, with no discrepancies from part to part.
When a shop owner makes the ultimate decision to invest in CNC machining equipment, there’s usually one barrier to entry: usability. From the outside looking in, a hefty 5-axis machine might feel like a spaceship to someone who’s never dove into the operation of one, especially due to the computer controls and software. Learning computer aided design (CAD), or 3D modeling, can be intimidating.
The hundreds of buttons, features and programs on-screen can be overwhelming, but it’s not as complicated as it seems. In fact, professionals often say that anyone can learn CNC operation.
“It’s usually the older generations who are a little skeptical about CNC with all of the computer control,” says Ed Kiebler of Rottler. “But, we’ve found that even five minutes with a customer in a demo is all it takes to get them on board with the idea, and next thing you know, they’re running the machine. We like to say that you can literally take somebody off the street who has no machining history and teach them how to run one of these machines in an hour or so.”
Rottler Manufacturing has been a name stay in the machining world for nearly 100 years, and they have built up an extensive list of high-tech machines in their catalog. The EM69HP High Power CNC Porting Universal Machining Center has been a flagship model for years now, allowing for machinists to machine blocks and manufacture 5-axis parts with the latest 4C CAD/CAM software.
The EM69HP offers the precision and speed needed to reproduce cylinder heads with exceptional accuracy – with no handwork required. It has the capability of porting intake manifolds with the same techniques used to port cylinder heads while also being able to perform engine block jobs such as boring, surfacing, lifter boring, line boring, lightening and engraving, and more.
Features include an advanced high-speed spindle motor with increased power (43 hp) and speed up to 20,000 rpm. Rottler’s Computer-Aided Manufacturing Software allows general CNC industrial machining for a wide variety of applications. The EM69HP has swift, rapid movements and cutting speed with infinite look-ahead capabilities offering fast production times.
While Rottler admits it hasn’t released anything earth shatteringly new this year, Kiebler says their honing technology has evolved in an interesting way.
“A lot of the credit needs to go to the guys over at Total Seal Piston Rings because we’ve worked with them to figure some things out with surface finish that is the opposite of what the rest of the industry is doing,” Keibler says. “In the past, everyone always tried to make the cylinders slicker so that there’s less friction and rings wouldn’t drag. That’s still true, but we’ve found with the guys who are putting increasingly large amounts of boost per cylinder and copious amounts of fuel through the motor, they’re having ring longevity issues.”

When doing plateau honing, Kiebler explained that they would typically keep their Rpk (peak roughness) and Rvk (valley roughness found below the core roughness) numbers in the 10-20 range.
“Keith Jones of Total Seal said that to support higher power levels, we need more Rvk, which is essentially the valley depth that controls how much oil is on the cylinder walls. In the past, most guys were running moly rings, which is a very porous material, so you could get away with slick finishes. In today’s world, with combustion pressures and boost levels, people have gone to DLC-coated steel rings.”
These steel rings don’t have surface area to hold any oil, so racers end up dealing with ring scuffing, heat issues and friction; with any absence of oil there is poor sealing to the cylinder wall.
To fix the issue, Rottler and Total Seal began using rougher abrasives to manufacture parts with gradually rougher Rvk numbers. Going from 25, to 30, to 50, even in the hundreds for some of the diesel guys. They’ve found that this fixes the sealing issues and helps to bring horsepower numbers back up.
Rottler’s newer honing machines, like the H85A, make this process easy, as there is a dedicated “plateau mode” that essentially takes the operator out of the procedure. The machine automatically expands the hone head when it is in the cylinder, and it doesn’t spin as it is expanding the stones so as to not alter the finish at the top of the cylinder. It then feeds out in a stationary position and begins the stroking and rotation process simultaneously.

Rottler is the only CNC manufacture that offers a dedicated “plateau mode,” where other machines would continue to spin the hone head as the operator is feeding abrasives.
In this crowded machining market, it’s important that manufacturers set themselves apart from the crowd. Centroid Performance Racing is another popular machining company that has found success in the CNC industry selling turn-key systems to engine builders and machinists.
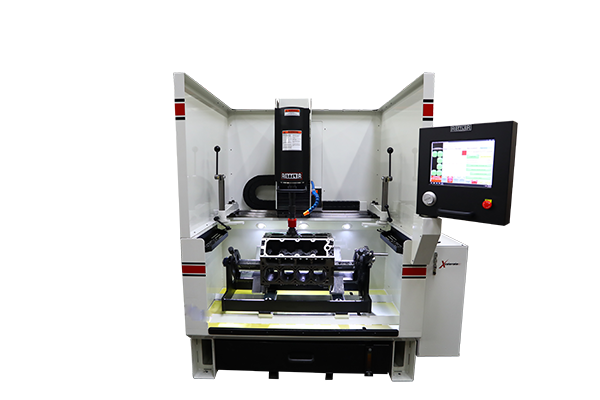
Centroid keeps it basic by offering three machines, the B4250 4-axis engine block machine center, the A560 5-axis cylinder head porting machine, and the A560 XL 5-axis cylinder head porting machine.
The A560 can port cylinder heads for a wide range of engine configurations: V12, V10, V8, V6, Inline 6, 5 and 4 cylinders, as well as motorcycle, gas and diesel engines. Included in the A560 XL turnkey package is a 5-axis CNC machine, M400 5-axis control, Mastercam 5-axis software with Port Expert, digitizing probe and software, a starter tooling package, an auto tool length setter, a cylinder head fixture plate, tool holders, and an MPG electronic handwheel. Newcomers to Centroid and CNC machining will also be happy to know Centroid includes six days of personalized porting training and two days of block training with purchases.
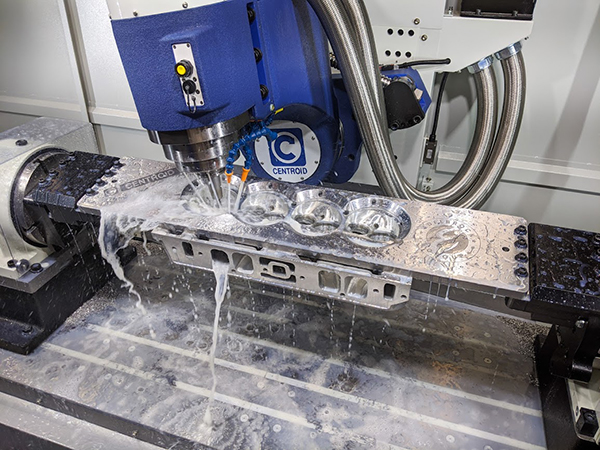
Centroid’s ball screw drive articulating head on the A560 was designed specifically for CNC cylinder head porting. The multi-use machine can also port intake manifolds, machine combustion chambers, engrave letters, numbers and symbols, add o-ring grooves and more. Made of rigid cast iron, the articulating head provides 60 degrees of tilt in each direction so the tool can cut even the most radical ports.
The design of the A560 minimizes tool motion for fast, smooth cutting action and the unique ball screw drive of the articulating head produces some of the smoothest 5-axis action on the market. The design also overcomes back lash and maintenance problems found with some other machines.
Before Centroid was manufacturing and selling turnkey machines and systems, it was a CNC control manufacturer, producing CNC control kits for mills and lathes as well as providing CNC retrofits.
“Machinists today are always wanting to maximize their capabilities in the shop,” says John Cowher of Centroid. “CNC machining isn’t an industry that evolves very quickly, there aren’t new revelations every few months. But, what we’ll continue to see is more automation and less operator involvement, which is only going to increase the amount of product a machinist can output.” EB











