Legendary NASCAR engine builder Larry Wallace once told me, the higher you go in rpm, the smaller the margin of error becomes. He should know, his Penske Racing Ford engines were the first in NASCAR to turn more than 10,000 rpm. What you can get away with at 8,000 rpm will get you in trouble at 9,500 rpm.
Like Larry said, “it is hard to fall off the bottom of the mountain, but it is pretty easy to slip near the top.” The moral of the story is that little things become bigger as you push the limits of performance, and one of the first small details to control is balancing.

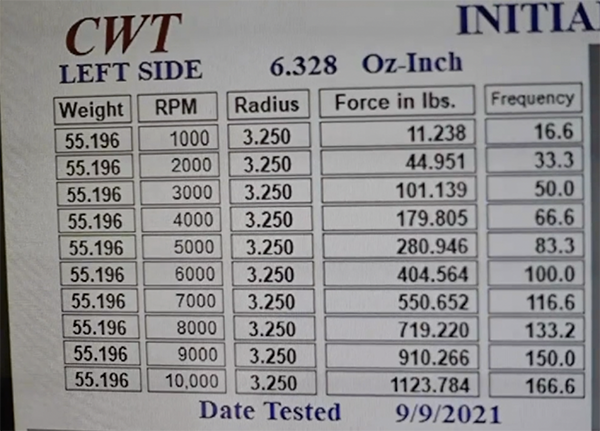
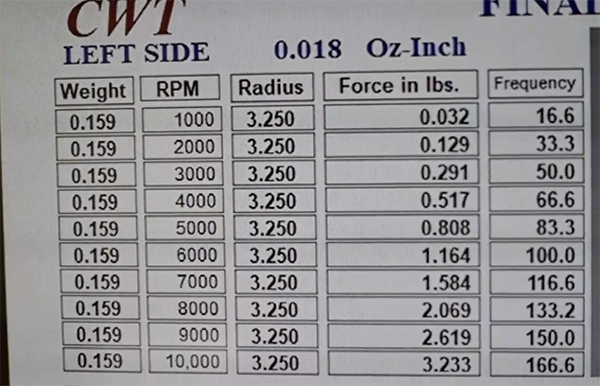
A change in just a few grams at 3,000 rpm can turn into hundreds of pounds at 9,000 rpm, so make sure to get extremely accurate bob weight measurements. Then, you need to balance the crankshaft and rotating assembly to keep it from beating itself to death as the rpms increase.
Once the rotating assembly is balanced and not orbiting, we can turn our attention to bearing clearances and oil viscosity. These two go hand-in-hand, so they must be considered together.
Take, for example, something my dad shared with me. In the early 1990s, NASCAR engines raced on conventional 20w-50 motor oil. Then, along came lower-viscosity synthetic oils. When the dyno test showed nice horsepower gains by going to a 5w-30 synthetic, dad’s engine builder decided to try it in qualifying. Everything worked fine, so the next step was to race on the 5w-30. After the connecting rod exited the oil pan, it became obvious the oil was too thin to race on, but was it?
In retrospect, dad’s engine builder never changed the bearing clearances to adjust for the thinner oil. During qualifying, the engine was colder. All oils get thinner as they get hotter. Conversely, all oils get thicker as they get cooler.
The cooler qualifying temperatures kept the oil’s viscosity high enough for the looser bearing clearances during those two laps, but the longer, hotter race conditions lowered the viscosity beyond what the looser clearances required.

Lake recently spent the day with NHRA Pro Stock driver Greg Anderson. He did so to learn more about the importance of honing and finishing as it relates to Rvk and Rpk, and how that translates to performance.
As a general rule, looser bearing clearances require thicker oil and tighter bearing clearances require thinner oil. There are two reasons for this. First, looser bearing clearances narrow the load carrying area of the bearing. As a result, a thicker oil is required to offset that increased load. With tighter bearing clearances, the load carrying area is increased, but the flow is restricted.
The second reason to match bearing clearance and oil viscosity is proper cooling. Wait, you probably weren’t expecting that, were you? The oil isn’t just a lubricant, it is also a coolant. In a clean operating environment, bearing failure begins when the overlay begins to melt. The oil flowing across the bearing is cooling the bearing. With looser clearances, there is plenty of oil flow, but with tighter clearances, oil flow is reduced, which is why thinner oils are needed to maintain proper oil flow, and thus, proper cooling of the bearing.
Now’s a good time to circle back to oil temperature. Knowing that temperature affects viscosity, it is vital to know the operating oil temperature in order to get the right viscosity and bearing clearance combination.
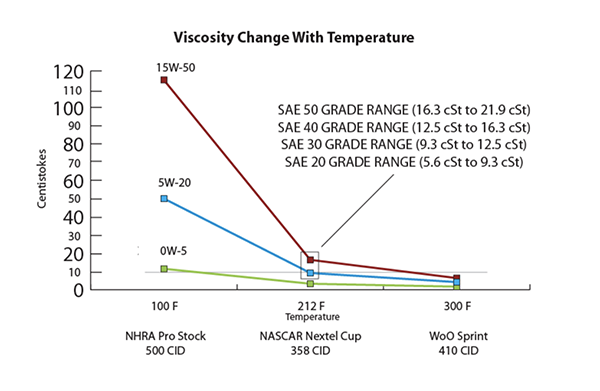
Which application has the thinnest operating viscosity? A Pro Stock drag racing engine with 0w-5 oil and 100 F operating temperature, a NASCAR engine with 5w-20 and 240 F operating temperature, or a World of Outlaws 410 Sprint engine with 15w-50 and 300 F operating temperature?
Well, that 410 Sprint engine’s 15w-50 at 300 F is roughly 7 Centistokes (measured flow rate, the higher the number the thicker the viscosity), and the NASCAR engine’s 5w-20 is about 8 Centistokes at 240 F. The thickest operating viscosity of all three engines is the NHRA Pro Stock engine, which running a 0w-5 at 100 F is over 12 Centistokes.
While these results might be surprising, the important message is that SAE viscosity grades alone are only part of the story when considering oil viscosity. Operating oil temperature plays a major role, so know your oil temperature.
Here’s another important operating parameter related to oil viscosity and bearings. As engine speed increases, bearing oil film thickness increases. Think about a water skier behind a boat. If the boat slows down, the skier starts to sink down into the water, but if the boat speeds up, the skier rises up. The same thing happens in the bearing as the shaft speed (engine rpm) increases.
Accordingly, a higher rpm engine can use a thinner oil because the increased speed offsets the lower viscosity. That’s just another detail to keep in mind as we climb the mountain of performance.
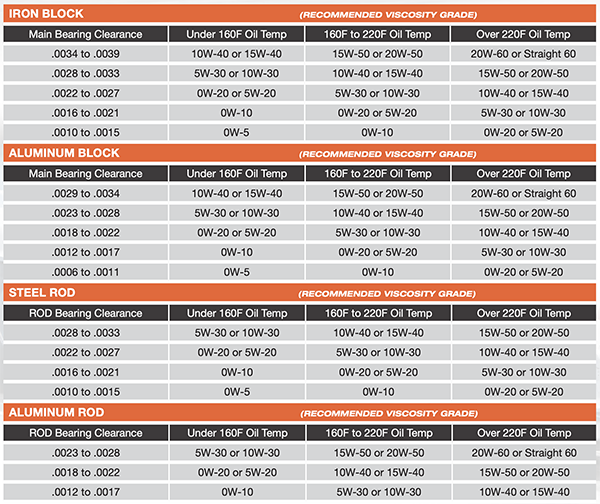
Knowing that temperature affects viscosity, it is vital to know the operating oil temperature in order to get the right viscosity and bearing clearance combination.
One last note on oil viscosity is that your fuel matters. Fuel dilution is the number one enemy of your oil. As an oil analyst, I’ve seen thousands of used oil samples, and nine times out of 10, I see high levels of fuel dilution in used oil samples that show wear problems. Why? Because fuel dilution lowers the viscosity of the oil, and viscosity is the most important characteristic of an oil. NHRA Top Fuel dragsters run straight 70-grade oils primarily due to the fuel dilution. It is typical for that 70-grade oil (super thick stuff) to lose a third of its viscosity in just one pass due to all the nitro diluting the oil.
What does this mean to you? Well, if you are using E85 or methanol, your air-to-fuel ratio is richer than if you are using gasoline. As such, you want to go up one viscosity grade higher to help to compensate for the increased volume of fuel going into the engine.
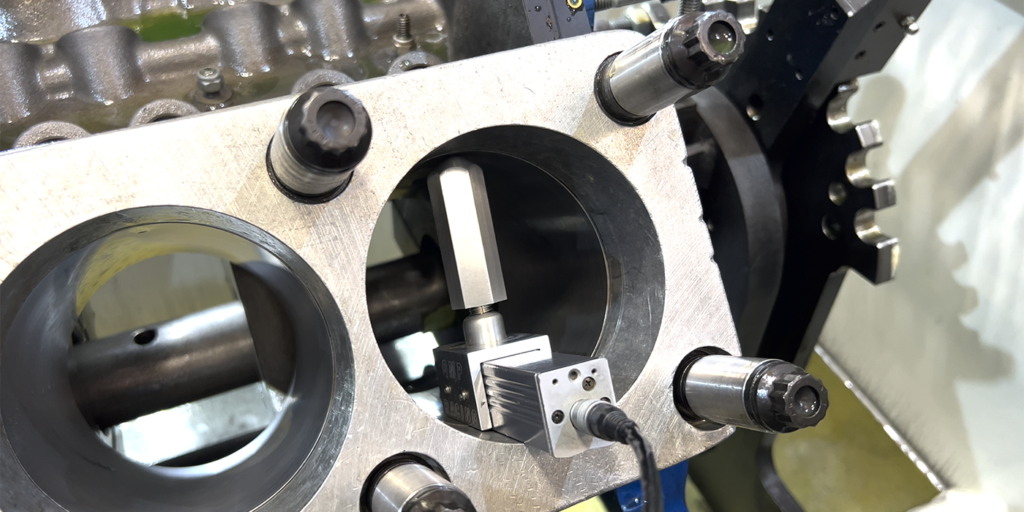
That leads us to another area of detail – cylinder bore finish. Now that you have the rotating assembly properly balanced, the bearing clearances and oil viscosity are set for the engine speed, operating temperature and fuel type are accounted for – what’s next? The cylinder bore finish needs to match your application.
Simply put, the texture of the cylinder wall created by the honing process needs to do create a load bearing and sealing surface for the piston ring, as well as create valleys to hold oil. That’s the idea behind the concept of plateau honing – smooth on top to carry the load and create a sealing surface with deep valleys to hold the oil. Why do we need to hold the oil? Well, the oil is the gasket between the piston ring and the cylinder wall, and those valleys give the oil a foothold.
Back to fuel… the more fuel that goes into the cylinder, the more likely the oil is going to be washed off the cylinder wall. We’ve probably all seen cylinders wiped out by fuel wash. Think about those valleys as the defense against fuel wash.
Jeremy Wagler, one of the top high-performance diesel engine builders around, recently hosted an engine builder tech seminar, and he held up two complete piston assemblies. One was scored and burnt and the other looked brand new. Jeremy declared that both assemblies were identical. One failed in a few runs at over 100-psi boost, and the other lived through many runs well over 100-psi boost. What was the difference? Cylinder bore surface finish.
Rvk is the measurement parament for the valleys on the cylinder bore. The burnt piston assembly had been running against a cylinder with an Rvk of less than 50. The brand-new-looking piston assembly had been running against a cylinder with an Rvk of 150! The increased volume of fuel required to run over 100 psi of boost required a much deeper valley on the cylinders to retain enough oil to properly lubricate and seal the piston assembly.
Remember, oil is both a lubricant and a gasket. The piston ring needs oil to do its job. The fuel is trying to wash the oil away, so the more fuel you run through the engine, the more Rvk you need to create in the honing process.
Speaking of the honing process, how do you create more Rvk? The simple answer is to use a rougher grit abrasive when finish honing and take it all the way to size before switching to a finer abrasive for the plateau strokes.
That’s the key change from the traditional plateau method that took the rough abrasive to about .002 from size and then went to an intermediate grit abrasive to .001 to .0005 from final size before finishing with a fine abrasive to size.
Here’s the problem with that method. A cylinder surface with an Rvk of 50-60 micro inches, which is appropriate for gasoline, is about 100 micro inches in total. Well, 100 micro inches equals .0001, so removing more than .0002 basically wipes out any valleys.
Recently, I spent the day with Greg Anderson, who had honed one of my dad’s old NASCAR blocks. Greg used a 170-200 grit diamond to go to size, and then he switched to a 600 grit CBN for 16 strokes at 15% load. That technique produced an Rvk of 50-55 with a Rpk of 10 (the Rpk is the peak height). That finish produced that perfect plateau – smooth on top with enough valleys to hold oil.
Since Greg is the winningest driver in NHRA Pro Stock history and his engines make over 3 hp per cubic inch at over 10,000 rpm, we can consider Greg a pretty good “sherpa” in our journey up the Mt. Everest of engine performance. EB












